
エンジニアと設計者のための、密接に関連する二つの多成分射出成形プロセスの比較に関する実用ガイド
射出成形は製品エンジニアに最もよく使われる製造方法の一つです。複雑な部品を迅速かつ正確に製造でき、材料の無駄を最小限に抑え、試作から大量生産までスケールアップが容易です。適用分野は包装、車両内装、歯車やハウジングなどの機械部品、あらゆる種類の消費財にわたります。.
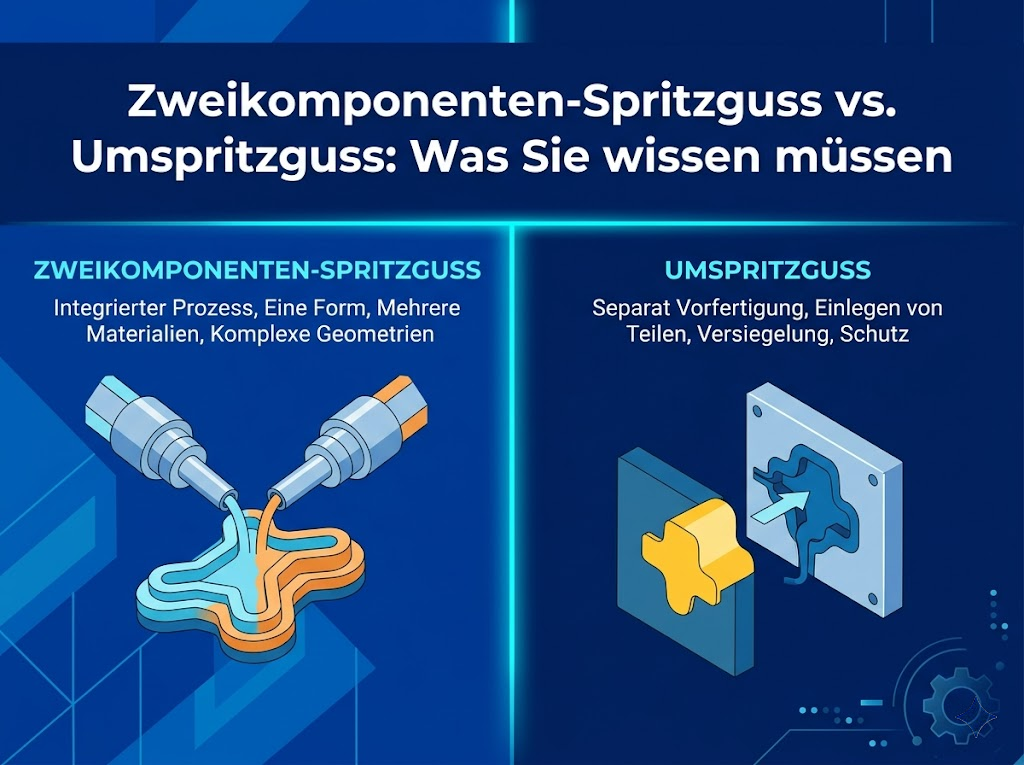
二段階射出成形とオーバーモールドはどちらも多成分射出成形プロセスで、射出成形という総称の下にまとめられます。類似点はありますが、金型コスト、設備要件、達成可能な公差、経済的に有利な生産数量に影響を与える重要な点で異なります。ここではエンジニアと設計者が知っておくべきことを紹介します。.
二成分射出成形とは何ですか?
二成分射出成形は、デュアルショット、マルチショット、ダブルショット射出成形とも呼ばれ、複数の材料または複数の色の部品を単一の機械サイクルで製造し、後工程の組み立てを必要としない特殊な射出成形方法です。.
この方法は層で理解するのが最もわかりやすいです。最初の材料が金型キャビティに射出され、基材を形成します。基材は剛性のある内部コアで、その周りに後続の材料が成形されます。基材が固まり冷却された後、第二の金型キャビティに移されます。この移動は手作業、ロボットアーム、または同じ機械内で基材を180度回転させて第二の射出ノズルに合わせる回転テーブルのいずれかで行われます。.
基材が第二の金型キャビティにセットされた後、第二の材料がその上、内部、または周囲に射出されます。二つの材料は第二層が冷却される間に結合し、完成品が射出されます。.
転送方法の比較
手作業またはロボットアームによる転送は柔軟性が高いですが、サイクルタイムが長くなります。回転テーブル射出成形は速いですが、より複雑で高価な設備が必要で、大量生産に最も経済的です。.
重要な設計要件:二つの材料は相互接合性に基づいて選択される必要があり、二つの金型半分は完成品の変形を避けるために正確に位置合わせされなければなりません。.
二成分射出成形の長所と短所
二成分射出成形は耐久性があり高品質な部品を効率的かつ低コストで製造でき、特に大量生産に適しています。一般的な用途にはハウジング、ハンドル、ヒンジ、気密シールやシールリング、多色の消費財が含まれます。.

✓ 利点
設計の柔軟性
複雑な形状や多色、複数材料の構造を単一の生産工程で実現可能です。.
製造時間の短縮
一台の機械で後加工なしに全体の部品を処理でき、サイクルタイムが短縮され生産効率が向上します。.
大量生産時の単価低減
高い初期コストは労働コストの削減と組み立て工程の省略により大量生産で相殺されます。.
高い寸法精度
2K部品は通常、オーバーモールド部品よりも厳しい公差を持ちます。.
✕ 短所
高い初期投資
2K成形および特殊機械は標準の射出成形設備よりもはるかに高価です。.
大量生産に最適
少量生産のプロジェクトでは、設備投資の正当化が難しい場合があります。.
オーバーモールドとは何ですか?
オーバーモールドは、2色成形と同様に、多成分射出成形プロセスであり、2つ以上の熱可塑性樹脂から単一の完成品を作り出します。これは、時間の経過とともに剥離や分離しない、強力で機能的かつ美的に優れた部品を製造したいエンジニアにとって好ましい方法です。.
オーバーモールドプロセスは、より剛性の高い基材から基板を射出成形することから始まります。基板は手動またはロボットによってオーバーモールド用金型、または同じ金型内の特別なオーバーモールドキャビティにセットされます。溶融したオーバーモールド材料が基板の上、内部、または周囲に射出されます。オーバーモールド材料が冷却される間、両材料は化学結合、機械的結合、またはその両方を形成します。全サイクルはわずか30秒で完了することができます。.
材料の適合性に注意
プラスチック同士の組み合わせは慎重な材料選択が必要です。適合性の低い組み合わせでは、アンダーカット、沈み穴、逆テーパーの切欠きなどの機械的結合要素が信頼性の高い物理的ロックを作り出すことができます。.
機能上の理由で適合性の低い2種類のプラスチックを組み合わせる必要がある場合、アンダーカット、沈み穴、逆テーパーの切欠きなどの機械的結合要素を基板に組み込むことで信頼性の高い物理的ロックを作り出すことができます。この方法は設計の複雑さを増し、追加コストが発生しますが、化学結合が不可能な場合の実用的な解決策を提供します。.
オーバーモールドの長所と短所
オーバーモールドと2色成形は多くの基本的な利点を共有しています。両方のプロセスは複数の材料からなる複雑な形状の耐久性があり振動に強い部品を製造します。主に大量生産への適性と設備要件に違いがあります。.
✓ 利点
参入障壁が低い
標準の射出成形機で実施可能で、特殊設備は不要です。.
金型製作が簡単
オーバーモールド用金型は2K金型よりも複雑さが少なく、コストも低いです。.
小ロット生産に適している
小中規模の生産ロットで経済的メリットがあります。.
速度
オーバーモールドの全サイクルはわずか30秒で完了します。.
✕ 短所
寸法精度の低下
部品は通常、2K射出成形で可能な厳しい公差を達成できません。.
材料適合性の制限
プラスチック同士は慎重な選択が必要で、不適合な組み合わせは接合不良を引き起こします。.
大量生産時の労働集約性
基板の手動投入は労働コストを増加させ、年間生産量が多いほど影響が大きくなります。.
二液成形とオーバーモールドの選択
両方の方法は複数材料または複数色の耐久部品製造において実績のある信頼できる手法です。どちらを選ぶかは重要なプロジェクト変数に依存します:
生産量
2K射出成形は通常、大量生産に適しています。オーバーモールドは高額な初期投資が難しい小中量生産に向いています。.
公差要件
高精度が必要な場合は2K射出成形が有利です。中程度の公差が許容される用途にはオーバーモールドが適しています。.
設備の可用性
オーバーモールドは標準射出成形機で可能ですが、2K射出成形は専用機が必要です。2K設備がない場合はオーバーモールドが実用的な選択肢となります。.
予算とスケジュール
オーバーモールドは初期費用が低く、最初の部品までの時間も短いです。2K射出成形は準備に時間と資本が必要ですが、大量生産でコストメリットがあります。.
実務からの推奨:段階的アプローチ
多くの製品チームは開発初期と検証段階でオーバーモールドを使用し、生産量が投資を正当化する段階で2K生産工具に切り替えます。この段階的アプローチにより、エンジニアは高価な2Kインフラに投資する前に材料適合性と接合性能を検証できます。.
プロのオーバーモールドサービスを発見する
プロジェクトがオーバーモールド、二液成形、またはその段階的組み合わせを必要とする場合でも、経験豊富な射出成形専門家と協力することでプロセスが大幅に簡単になります。プロのオーバーモールドソリューションの詳細は以下をご覧ください。

