
塑料注射成型涵盖了从小批量原型到大规模批量生产的广泛生产需求。两种模具策略—— 多腔模具和组合模具 ——经常被用来提高效率并降低单件成本。两者都在每个注射周期中生产多个零件,但它们的工作方式非常不同,适用于不同的应用。.
本文解释了各种表单类型的工作原理,它们各自带来的优点和限制,它们在五个关键领域的比较表现,设计时需要注意的事项,以及何时简单表单实际上可能是更明智的选择。.
什么是多腔模具?
多腔模具包含两个或更多相同的型腔。注塑机的每次射出同时填充所有型腔,每个周期生产与模具型腔数量相同的相同零件。四腔模具每周期生产四个零件;十六腔模具每周期生产十六个。计算很简单:产量成倍增加,而机器时间、操作人员或占地面积不增加。.
这使得多腔模具成为单一零件几何形状大批量生产的首选工具。.
✓ 优点
- ✓每个零件的周期时间更短
- ✓随着产量增加,单件成本降低
- ✓相同型腔之间零件质量高度一致
- ✓更好的机器和空间利用率
- ✓简化库存管理——一个模具,一个零件编号
- ✓通过均匀填充和冷却实现更好的工艺控制
✕ 限制
- ✕与单腔模具相比,模具成本和复杂性更高
- ✕对维护和修理的要求更高
- ✕如果型腔平衡恶化,可能出现分模线和毛刺问题
- ✕不适用于所有零件几何形状或尺寸
什么是组合模具?
一个家庭模具同样每个周期生产多个零件,但包含的不是相同的型腔,而是不同的模具腔——通常是组成单个组件的不同部件。一个带有左半部、右半部和锁紧板的外壳可以在家庭模具的一次射出中制造,所有零件一起到达且可直接组装。.
主要优势在于整合:一个模具替代两个、三个或更多独立模具。.
✓ 优点
- ✓通过将零件合并到一个模具中,减少了整体模具投资。
- ✓提高了装配线的生产效率,适用于需要协调装配的组件。
- ✓简化了相关零件之间的更换过程。
- ✓更好的零件兼容性——共同成型的组件来自同一批材料。
- ✓与使用独立模具相比,减少了材料浪费。
✕ 挑战
- ✕设计和制造的复杂性较高。
- ✕需要额外的模具工作以应对不同的几何形状。
- ✕灵活性受限——模具绑定于特定的零件组合。
- ✕如果材料或染料不同,型腔之间存在交叉污染的风险。
- ✕每个型腔的产量低于专门针对单个零件的多型腔模具。
多型腔模具与家庭模具的五个主要区别。
生产量和产能。
多型腔模具: 专门设计以最大化单个零件的产量。每个周期生产大量相同的组件,适合围绕单个高需求塑料零件的生产过程。.
家庭模具: 以装配便利性换取纯生产量。它们不是生产单个零件的最大数量,而是在一次射出中提供一套相关零件,减少了协调独立成型组件的物流工作。.
成本方面。
多型腔模具: 随着产量的增加,单位成本大幅下降。由于模具的寿命以循环次数计量,使用多腔模具在高产量时提供了最佳的单件经济性。.
家庭模具: 提供另一种节省方式。投资包括购买单一模具,而非多个模具,从而省去了为一个组件启动、认证和维护多个独立模具的成本。.
设计灵活性
多型腔模具: 结构简单(所有腔体相同),简化了工艺。缺点是灵活性不足:零件设计的更改需要对每个腔体进行大量返工。.
家庭模具: 设计更复杂,但操作更灵活。零件切换更容易。模块化嵌件设计允许对零件进行轻微修改,而无需废弃基础模具。.
对模具制造和维护的要求
多型腔模具: 维护更简单。常规维护遵循可预测的时间表。模块化嵌件允许对单个腔体进行维护。.
家庭模具: 需要更密集的维护。不同的腔体几何形状意味着更多需要监控的变量和更频繁的模具调整,以保持性能在规格范围内。.
零件质量和一致性
多型腔模具: 具有天然的质量优势。统一的几何形状意味着均匀的充模压力、冷却要求和顶出行为,偏差最小化。.
家庭模具: 质量表现更复杂。不同尺寸的零件冷却速度不同。若未仔细平衡浇口,可能导致尺寸偏差。.
一目了然的比较
| 类别 | 多腔模具 | 家族模具 |
|---|---|---|
| 生产量与效率 | 非常适合单一零件的大批量生产;交货周期更短。. | 在一个循环中生产组件的所有相关零件。. |
| 成本结构 | 初始成本高,但单件成本随产量大幅下降。. | 初期成本高,但无需为组件准备多个模具。. |
| 设计灵活性 | 复杂度低;设计变更的灵活性有限。. | 复杂度较高;设计变体的灵活性更大。. |
| 工具与维护 | 工具要求较简单;常规维护。. | 复杂;需要频繁调整。. |
| 零件质量 | 通过相同的型腔实现卓越的一致性。. | 维持均匀性较困难;需要严格控制。. |
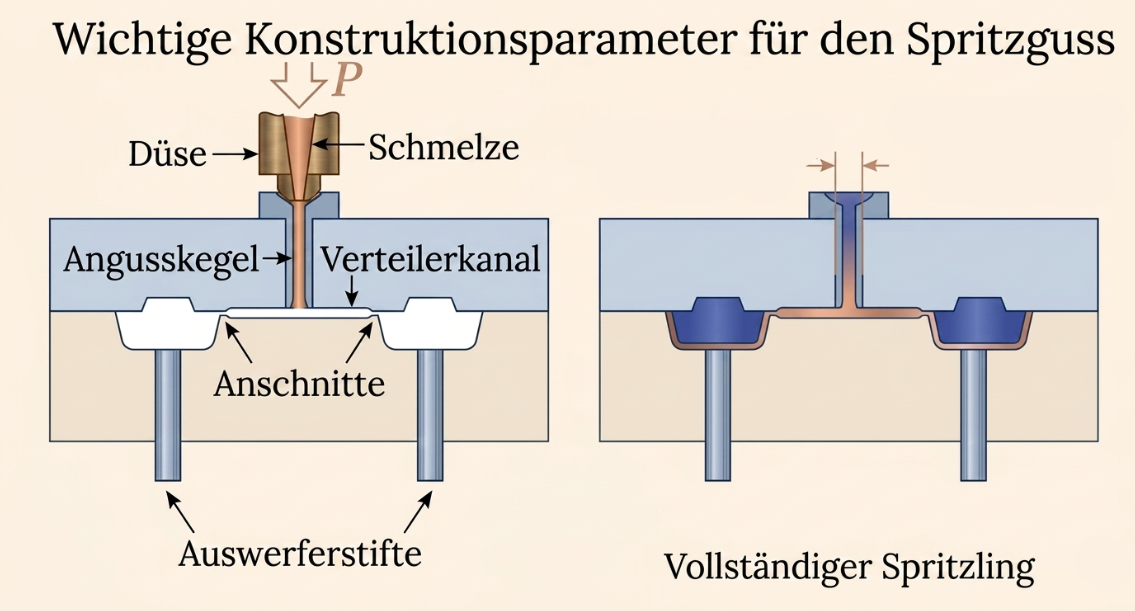
多腔模具的设计方面
为了充分发挥多腔模具的优势,设计阶段需特别关注四个方面。.
型腔平衡
每个型腔必须在相同时间、相同温度和相同压力下注入塑料。通过合理设计浇口尺寸、浇口通道几何形状及冷却通道布局来实现。填充不平衡会导致部分型腔缺陷,而其他型腔则过度充填。.
浇口系统设计
浇口网络必须均匀分配材料至所有型腔。几何平衡的浇口通道——即每个型腔的路径长度和截面积相同——是最可靠的方法。.
冷却系统
冷却通常占据循环时间的大部分。有效的冷却布局能均匀带走所有型腔的热量。符合零件轮廓的冷却通道为复杂几何形状提供最佳热性能。.
工具材料与结构
用于大批量生产的多腔模具应采用硬化工具钢制造(如H-13),能承受数百万次循环而不失尺寸精度。表面涂层和钢材种类直接决定使用寿命。.
家族模具的设计方面
家庭型模具伴随着额外的结构复杂性。四个方面值得特别关注。.
零件兼容性与相互作用
系列中的每个零件必须正确对齐、浇口引导和易于脱模。模具必须考虑零件尺寸和特征的变化,而不产生干涉。提前关注兼容性要经济得多。.
工具的灵活性
尽可能应集成可互换的嵌件或模块化组件,使得可以更新单个型腔,而无需重建整个模具。.
模具分型与脱模
具有不同几何形状的零件需要不同的脱模方案。分型线、滑块和顶针必须设计得能可靠且无损伤地取出每个零件。.
分型线的位置
型腔之间不匹配的分型线可能导致外观缺陷或尺寸问题。每个型腔的材料流动模式应作为分型线布置的基础。.
何时单型腔模具是更好的选择
多型腔和家庭型模具并非总是最佳方案。当出现以下情况时,单型腔模具往往是更明智的投资:
- 零件几何形状异常复杂或尺寸较大。. 非常复杂或大型零件在多型腔模具配置中可能不可行。.
- 设计尚未验证。. 单型腔工具在需要设计变更时修改成本远低。.
- 生产数量较少。. 如果预期数量不足以支撑投资,多型腔工具的单件成本节约可能永远无法实现。.
- 零件需要特别的个别关注。. 高度定制的零件有时更适合单独加工。.
为您的项目选择合适的模具类型
多腔模具与家族模具的选择取决于四个问题:
- 生产量有多大? 单个零件的高产量 → 多腔模具。组件的中等产量 → 家族模具。.
- 设计是否稳定? 稳定设计 → 多腔模具。开发中的设计 → 家族模具或单腔模具。.
- 组件的所有零件是否需要一起使用? 如果匹配的套件总是同时需要,家族模具可以减少协调工作量。.
- 质量要求如何? 在一致性和严格公差至关重要的情况下,多腔模具更易于控制。.
与精密模具制造商合作
多腔模具和家族模具都受益于从一开始的精心设计。模具设计、材料选择、浇口和冷却结构以及整体加工质量都会影响模具的整个使用寿命。.
欲制造具有严格公差、全面DFM检查和生产规模质量控制的多腔模具,请访问
了解其能力并讨论您的项目需求。.

