認めてください、単一の材料では性能と美学の両方の要求を満たすことはほとんどありません。今日の製品は、頑丈でありながら快適で、防水でありながら通気性があり、複雑でありながら組み立てが簡単でなければなりません。.
これにより、多材料製造の台頭が促され、R&Dエンジニアの間で一般的な議論が生まれました: オーバーモルディング vs. インサートモルディング。これら二つのプロセスのどちらを選ぶかは、プラスチックの 射出成形の重要な分岐点です。.
読み続けてください。このブログでは、これら二つのプロセスの選択に関するヒントを提供します。.
このブログの重要なポイント:
- オーバーモールド は「プラスチック・オン・プラスチック」の選択肢で、エルゴノミクス、柔らかいグリップ、そして美的なレイヤリングに理想的です。.
- インサート成形 は「機能統合」の選択肢で、プラスチックと金属または電子部品を組み合わせて二次組み立てを排除します。.
- 接着メカニズム: オーバーモルディングは化学的な互換性に依存しますが、インサートモルディングは構造的強度のために機械的なインターロック(ノッチ加工など)を必要とすることが多いです。.
- コストのトレードオフ: オーバーモルディングは初期の金型コストが高いですが、労働コストは低いです; インサートモルディング はその逆です。.
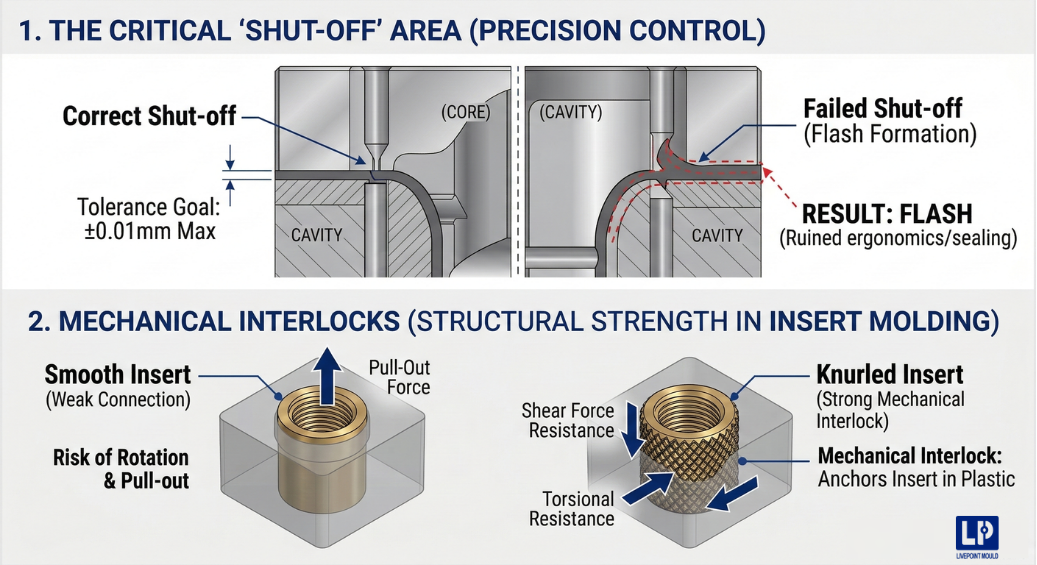
- 精度が基盤: 成功は「シャットオフ」エリアでの±0.01mmの公差に依存し、フラッシュや漏れを防ぎます。.
オーバーモルディングとは何ですか?(「プラスチック・オン・プラスチック」ソリューション)
簡単に言えば、既存の部品(基材)の上に第二の材料層を成形するプロセスです。通常、これは硬いプラスチック基材(ABSやPCなど)の上に柔らかいエラストマー(TPEやTPUなど)を成形することを含みます。.
オーバーモルディングプロセスを実行する主な方法は二つあります:
- 2ショット射出成形: これは、2つの独立した射出ユニットを備えた専門の機械を使用しています。この機械は金型を回転させ、最初の材料の直後に2番目の材料を射出できるようにし、優れた化学的結合を確保します。.
- ピックアンドプレース(手動オーバーモルディング): 基板は1台の機械で成形され、その後手動またはロボットで2番目の金型に移動され、オーバーモールドが適用されます。これは、低ボリューム生産においてよりコスト効果が高いことがよくあります。.
人間中心の利点:
オーバーモルディングは人間工学の金標準です。これは、電動工具のソフトタッチグリップ、自動車のステアリング部品の振動緩和、医療用ハンドヘルドデバイスの防水シールを提供します。.
インサートモルディングとは何ですか?(「機能統合」ソリューション)
オーバーモルディングが「層状化」に焦点を当てるのに対し、インサートプラスチックモルディングは「統合」に焦点を当てています。このプロセスでは、プラスチックが射出される前に、通常は金属、セラミック、または電子機器の非プラスチックコンポーネントを金型キャビティに配置します。.
カスタムインサートモルディング は、以下を組み込むために広く使用されています:
- 金属スレッドとブッシング:自動車ハウジングにおける高強度機械ファスナー用。.
- 封入された電子機器:新エネルギー車両の過酷な環境からセンサーを保護します。.
- 外科用ブレード:シームレスで無菌の医療機器を作成します。.
機能的利点:
金属インサートの周りにプラスチックを直接成形することで、超音波溶接や接着などの二次組立工程を排除します。これにより、はるかに高い機械的完全性と軽量化を実現した部品が得られます。.
オーバーモルディング対インサートモルディング:並列比較
| 特徴 | オーバーモールド | インサート成形 |
|---|---|---|
| 主な目的 | 人間工学、美観、シーリング | 強度、ねじ切り、統合 |
| 結合タイプ | 化学 (材料適合性) |
機械 (アンダーカット/ノブ加工) |
| 工具コスト | 高い | 中程度 |
| 労働コスト | 低い(自動化) | 高い(手動ロード) |
| 一般的な材料 | TPE、TPU、シリコンをABS/PCに | 金属、セラミックス、PCBをナイロン/PBTに |
どのプロセスを選ぶべきか?
決定は通常、部品の主な目標に帰着します:
オーバーモールドを選択する場合
目標が外観と感触またはシーリングである場合。プレミアムな美観、滑り止めのグリップ、または湿気に対する永久的なIP等級のシールが必要な場合、オーバーモールドが最良の選択肢です。.
インサートモールドを選択する場合
目標が構造的完全性または部品の削減である場合。部品がより大きなアセンブリにボルトで固定される必要がある場合や、封入された回路が必要な場合、インサートモールドは材料費(BOM)を削減するための最も効率的な選択肢です。.
マルチマテリアルモールドの精度を保証すべき理由
基本的な選択を超えて、マルチマテリアル成形の成功は、多くのサプライヤーが見落とす技術的精度に依存しています。.
重要な「シャットオフ」エリア
マルチマテリアル成形の成功は、金型が基板に接触するシャットオフ面で決まります。精密工具ガイドで確立されたように、シャットオフでの±0.01mmの偏差でもフラッシュが発生します。.
オーバーモールドでは、フラッシュが人間工学を台無しにし、インサート成形では、スレッドが詰まったり、敏感な電子機器が損傷したりする可能性があります。.
熱膨張と機械的インターロック
プラスチック同士とは異なり、金属とプラスチックは加熱時に異なる速度で膨張します。. LivepointのDFM(製造適性設計) プロセスは、冷却段階でプラスチックが割れないように、これらの熱応力を計算します。.
さらに、金属はプラスチックに化学的に結合しないため、負荷の下で抜け出さないように、インサートに機械的インターロック(ノッチや溝)を設計します。.
材料の互換性
すべての樹脂が互換性があるわけではありません。オーバーモールドが単に剥がれない(剥離)ように、選択した材料の化学的「溶解度」を分析します。.
Livepointとの完璧な結合の設計
高精度の自動車センサーやソフトタッチの医療ハンドルを設計しているかどうかにかかわらず、プロジェクトの成功は材料間の移行にかかっています。.
Livepointでは、2ショット射出成形とカスタムインサート成形の両方において、エンドツーエンドの専門知識を提供しています。私たちのエンジニアリングチームは、設計段階であなたと協力し、部品の形状が毎回完璧な結合を促進することを保証します。.
マルチマテリアルデザインを最適化する準備はできていますか? 私たちのエンジニアリングチームに連絡してください 詳細なDFM分析と見積もりのために、今日。.