以紧密公差和具有竞争力的价格生产数百万个相同的塑料零件,是大批量制造的一个决定性挑战。客户要求更短的交货时间,而采购部门则要求更低的单件成本——在资本投资与长期盈利能力之间保持平衡的压力从未减轻。.
多腔注塑模具是应对这一挑战的决定性解决方案。当设计和执行得当时,这些精密工具重塑了塑料生产的经济性:单件成本大幅下降,产量成倍增加,同一台注塑机能够实现原本需要多台机器才能达到的产出。本指南涵盖了您需要了解的一切——什么是多腔模具,何时投资具有财务意义,区分优良工具与卓越工具的工程要素,如何在每个腔体中保持质量,以及选择制造合作伙伴时应注意的事项。.
什么是多腔模具?
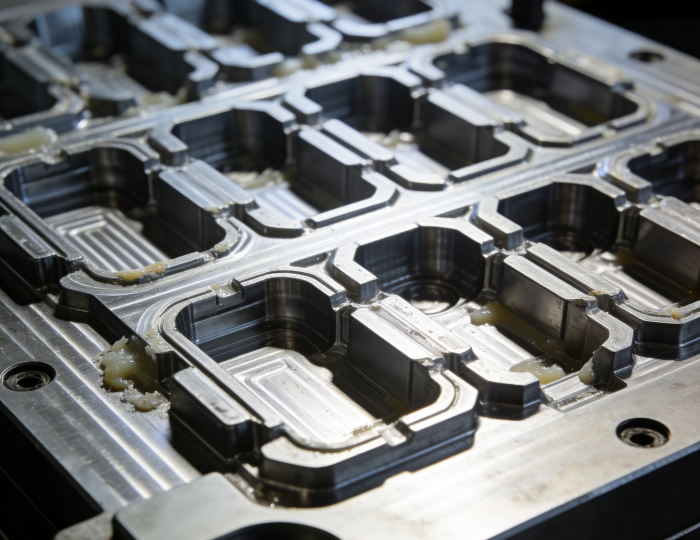
多腔模具是一种精密工具,设计用于在一次注塑循环中生产多个相同的零件。这个概念很简单——想象一个复杂的制冰盒,一次可以制作八个、十六个或六十四个相同的形状——但其背后的工程却远非简单。这些工具必须在每个模腔中保持微米级精度,同时承受数百万次高压高温循环而不发生性能退化。.
相同腔体模具 是大规模生产的主力。工具中的每个模腔都制造完全相同的零件,产量的倍增是直接的。如果单腔模具每三十秒生产一个零件,那么八腔模具在同一时间内生产八个零件——同一台注塑机、同一名操作员和同一生产空间的产量提高了八倍。这就是规模经济真正释放的地方。.

家族模具 采取不同的方法,在一个循环中生产一组相关但几何形状不同的零件——例如外壳的左右两半。这种方式虽然方便,但伴随着显著的工程复杂性。塑料必须同时流向不同大小和形状的模腔,这要求复杂的流道平衡和更严格的工艺控制。家族模具通常适用于较低产量的应用,在一起生产匹配零件可以证明额外的工程挑战是合理的。.
经济性:何时多腔模具投资具有财务意义?
多腔模具是一项资本投资决策,而不仅仅是制造偏好。多腔模具的前期成本明显高于单腔模具,但长期投资回报使其成为大批量生产者的默认选择。.
财务效益在多个方面叠加。单件成本下降,因为机器时间、人工和间接费用分摊到每个循环的多个零件上。单个操作员监控一个十六腔模具的产出是操作单腔模具的十六倍。随着腔体数量增加到三十二或六十四,经济效益更加显著。.
交货时间的压缩同样重要。当客户需要50万个零件时,每个循环生产一个零件与每个循环生产十六个零件之间的差异,可能意味着十二周的交货期与三周交货期的区别。在竞争激烈的市场中,这种响应速度往往决定了谁能赢得订单。.
机器利用率也随之提高。配备高腔模具的单台注塑机可以匹配多台单腔模具机器的产出,减少厂房占地面积、能源消耗和生产管理复杂性。.
作为实用指南,年需求量超过10万个且设计稳定的零件通常适合采用多腔模具。年需求超过50万个零件的项目几乎总是值得投资多腔模具,前提是零件几何形状和尺寸允许高效的腔体布局。.
以一个具体例子说明:一个年需求量为200万个的消费电子零件。单腔模具可能花费$50,000,单件成本为$0.15。八腔模具可能花费$180,000,但单件成本降至$0.06。生产200万个零件时,八腔模具节省了$180,000的生产成本——完全收回了额外的模具投资,同时还加快了零件交付速度。
工程卓越:高性能多腔模具的结构解析
平庸的多腔模具与卓越模具之间的差距,归结于肉眼看不见但在零件质量和模具寿命中明显体现的工程细节。五个技术领域值得特别关注。.
模具材料选择
对于需要运行数百万次循环的模具,硬化工具钢——H-13是常见的基准材料——是不可妥协的选择。这些材料能够承受连续生产中的极端压力和温度,同时保持尺寸稳定。较软的铝制模具在原型制作和短期生产中有其合理用途,但无法承受大批量生产的机械应力。为了节省前期模具成本而选择铝材用于大批量生产是一种假节约:模具过早失效、生产中断和更换成本很快超过初期节省。.
流道系统设计
流道系统——将熔融塑料从注射单元输送到每个模腔的通道网络——可以说是多腔模具中最关键的工程挑战。一个 几何平衡的流道系统 确保每个腔体在完全相同的时间、温度和压力下接收材料。这种同步是生产所有腔体一致零件的前提条件。当流动不平衡时,部分腔体会短射,而其他腔体则过填,导致零件间差异,可能使整个生产批次无法使用。.
浇口设计与布置
浇口是塑料进入每个独立腔体的地方,其设计影响从表面美观到结构完整性的一切。浇口必须合理定尺寸和位置,以最小化流痕、焊接线和应力集中,同时确保完全填充。在多腔应用中,所有腔体的浇口几何形状必须保持一致——任何差异都会在整个生产过程中放大。.
冷却通道效率
冷却通常占据注塑周期时间的最大部分,因此是优化的主要目标。设计良好的多腔模具包含均匀从所有腔体移除热量的回路。均匀冷却防止翘曲,保持尺寸一致性,并缩短周期时间。先进设计采用 贴合冷却通道 这些通道沿复杂零件几何轮廓布置,最大化整个模具的热传递,而非依赖直线钻孔通道。.
结构稳健性
即使模具设计完美,如果制造质量差也会表现不佳。多腔模具在每个周期承受巨大力,任何变形或磨损都会直接影响零件质量。高端模具采用硬化耐磨表面、精密导向系统和坚固支撑结构,确保腔体对齐并抵抗数百万次循环的变形。.
保持每个腔体的质量
多腔生产的核心质量挑战是确保每个腔体的每个零件都符合规格——不仅在模具验证时,而且在模具整个生产生命周期内。解决方案在于科学的工艺开发结合严格的质量体系。.
科学注塑
科学注塑不依赖操作员直觉或反复试错调整,而是使用系统化、数据驱动的方法定义稳定、可重复的工艺窗口。全面的工艺表征映射加工参数(温度、压力、注射速度、冷却时间)与零件质量结果之间的关系。结果是经过验证的工艺,在定义的条件范围内可靠地生产所有腔体的合格零件,而非仅仅单一标称设置。.
实时工艺监控
现代注塑设备在每个周期监控数十个工艺变量。压力传感器、温度反馈和位置监控确保每次注射符合既定参数。当条件偏离可接受范围时,控制系统要么自动调整,要么停止生产以防止产生不合格零件。.
模块化腔体设计
高质量多腔模具从一开始就考虑维护和修理。单个腔体嵌件可以拆卸、翻新或更换,而无需停用整个模具。这种模块化意味着单个腔体的磨损或损坏——数百万次循环中的正常现象——不会导致整个生产停工。其余腔体继续生产,同时受影响的嵌件进行维护。.
生产验证
生产零件批准过程(PPAP)是验证多腔生产能力的行业标准。PPAP研究通过来自长期生产运行的统计过程控制数据证明每个腔体持续生产符合所有工程规格的零件。对于汽车和航空航天应用,PPAP批准通常是强制性的。在其他行业,这种级别的文件验证为长期生产承诺提供了必要的信心。.
管理设计变更
工程变更是产品开发中的常态。经验丰富的模具制造商通常可以通过针对性的型腔插入件更新或模块化更换来适应设计修改,而无需报废整个模具。在设计阶段规划这种可能性——通过采用模块化插入件架构——可以在产品提升阶段或市场发布后保护模具投资。.
关键要点
多腔注塑不仅仅是一种制造技术——它是通过运营效率实现竞争优势的战略杠杆。其核心优势非常明确:
- 降低单件成本。. 机器时间、人工和间接费用在每个周期的多个零件之间分摊。.
- 更高的产量。. 产出随着型腔数量增加而扩大,而机器或人工资源的投入并不成比例增加。.
- 更短的交货时间。. 每周期更多的零件直接转化为大订单的更快交付。.
- 更好的机器利用率。. 一台配备高腔数模具的注塑机可以替代多台使用单腔模具的机器。.
- 更强的投资回报率。. 较高的前期模具成本通过生产节省得以回收,通常在首次生产运行中实现。.
实现这些优势需要高工程标准制造的模具——正确的材料选择、平衡的流道系统、优化的浇口和冷却设计,以及稳健的质量体系。能够交付这些成果的模具与达不到要求的模具之间的差异,完全取决于最初应用的工程和制造纪律。.
寻找合适的多腔模具合作伙伴
多腔模具投资在整个产品生命周期中带来回报,但前提是模具从一开始就设计和制造正确。与具备深厚模具工程专业知识和严格质量体系的制造商合作,是保护这项投资的最重要因素。.
关于高精度多腔模具制造——涵盖设计咨询、材料选择、流动仿真和全面生产验证——请访问 Livepoint Tooling 的多腔模具服务 了解他们的能力并申请项目评审。.