承认吧,单一材料很少能同时满足性能和美学的要求。今天的产品必须坚固而舒适,防水而透气,复杂而易于组装。.
这导致了多材料制造的兴起,引发了研发工程师之间的普遍辩论:过模与插入成型。在这两种工艺之间做出决定是塑料注射成型道路上的一个关键分叉。 塑料的注射成型.
继续阅读,这篇博客将为您提供一些在这两种工艺之间做出决定的提示。.
本博客的关键要点:
- 过模 是“塑料对塑料”的选择,理想用于人体工程学、柔软握把和美学层次。.
- 嵌件成型 是“功能集成”的选择,将塑料与金属或电子组件结合,以消除二次组装。.
- 粘合机制:过模依赖于化学兼容性,而插入成型通常需要机械锁定(如花纹)以增强结构强度。.
- 成本权衡:过模的前期工具成本较高,但劳动力成本较低;; 插入成型 则正好相反。.
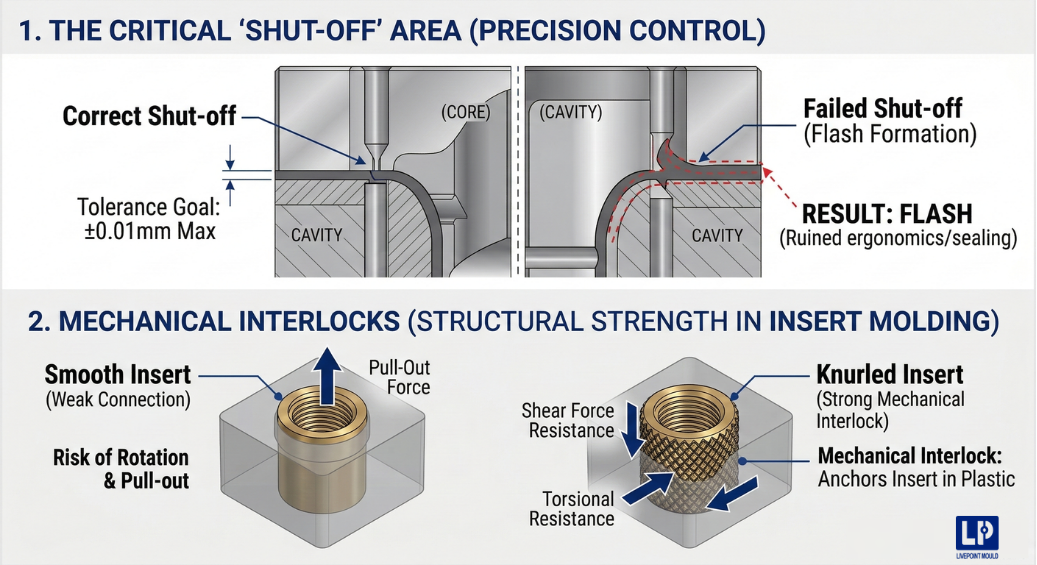
- 精度是基础:成功取决于“关闭”区域的±0.01mm公差,以防止飞边和泄漏。.
什么是过模?(“塑料对塑料”解决方案)
简而言之,它是一种在预先存在的部件(基材)上模制第二层材料的工艺。通常,这涉及在刚性塑料基材(如ABS或PC)上模制软弹性体(如TPE或TPU)。.
执行过模工艺的主要方式有两种:
- 双射注射成型: 这使用了一种具有两个独立注射单元的专用机器。该机器旋转模具,使第二种材料可以在第一种材料后立即注入,从而确保优越的化学结合。.
- 拾取与放置(手动过模): 一种基材在一台机器中成型,然后手动或机器人移动到第二个模具中应用过模。这通常在低产量生产中更具成本效益。.
以人为本的优势:
过模是人体工程学的黄金标准。它为电动工具提供了柔软的握把,为汽车转向部件提供了减震效果,并为医疗手持设备提供了防水密封。.
什么是插入成型?(“功能集成”解决方案)
虽然过模专注于“分层”,插入塑料成型则专注于“集成”。该过程涉及在注入塑料之前,将非塑料组件(通常是金属、陶瓷或电子元件)放入模具腔内。.
定制插入成型 广泛用于结合:
- 金属螺纹和衬套:用于汽车外壳中的高强度机械紧固件。.
- 封装电子元件:保护传感器免受新能源车辆恶劣环境的影响。.
- 外科刀片:制造无缝、无菌的医疗器械。.
功能优势:
通过直接在金属插入件周围成型塑料,您可以消除超声波焊接或粘合等二次组装步骤。这会导致部件具有更高的机械完整性和更低的重量。.
过模与插入成型:并排比较
| 特征 | 过模 | 嵌件成型 |
|---|---|---|
| 主要目的 | 人体工程学、美学、密封 | 强度、螺纹、集成 |
| 结合类型 | 化学 (材料兼容性) |
机械 (倒角/花纹) |
| 工具成本 | 较高 | 中等 |
| 劳动力成本 | 较低(自动化) | 较高(手动装载) |
| 典型材料 | TPE、TPU、硅胶在ABS/PC上 | 金属、陶瓷、PCB在尼龙/PBT上 |
您应该选择哪种工艺?
决策通常归结为零件的主要目标:
如果目标是外观和手感或密封,请选择过模。
如果您需要优质的美观、非滑动的握持或防潮的永久IP等级密封,过模是您最佳的选择。.
如果目标是结构完整性或减少零件,请选择插入成型。
如果您的零件需要固定到更大的组件中或需要封装电路,插入成型是减少总材料清单(BOM)的最有效选择。.
为什么您应该保证多材料成型的准确性
除了基本选择,多材料成型的成功依赖于许多供应商忽视的技术精度。.
关键的“关闭”区域
多材料成型的成功在于关闭表面,即模具与基材接触的点。正如我们在精密工具指南中所述,关闭处即使是±0.01mm的偏差也会导致飞边。.
在过模过程中,飞边会破坏人体工程学;在插入成型中,它可能会卡住螺纹或损坏敏感电子元件。.
热膨胀与机械锁定
与塑料对塑料不同,金属和塑料在加热时的膨胀速率不同。. Livepoint的DFM(可制造性设计) 过程计算这些热应力,以防止塑料在冷却阶段开裂。.
此外,由于金属不会与塑料发生化学结合,我们在您的插入件中设计机械锁定(纹理或凹槽),以确保它们在负载下不会拔出。.
材料兼容性
并非所有树脂都是兼容的。我们分析您所选材料的化学“溶解性”,以确保过模不会简单地剥落(分层)。.
与Livepoint工程完美结合
无论您是在设计高精度汽车传感器还是软触感医疗手柄,您项目的成功都取决于材料之间的过渡。.
在Livepoint,我们提供2次注塑成型和定制插入成型的端到端专业知识。我们的工程团队在设计阶段与您合作,以确保您的零件几何形状每次都能促进完美结合。.
准备好优化您的多材料设计了吗? 联系我们的工程团队 今天进行详细的DFM分析和报价。.