CNC加工是现代工业中最广泛使用的制造工艺之一。CNC代表计算机数控——一种通过计算机控制机床运动,将原材料加工成成品定制零件的方法。通过根据数字程序自动去除工件材料,CNC加工以手工操作无法匹敌的速度实现一致的精度。.
本指南涵盖了CNC加工的基础知识:工艺如何运作,涉及哪些机器和刀具,最常见的操作有哪些,兼容哪些材料,以及何时替代工艺可能更合适。.
CNC加工的工作原理
本质上,CNC加工是一种减材制造工艺。以实心块、棒材或板材开始——通常称为毛坯或工件——机器使用切削工具逐步去除材料,直到达到所需的几何形状。这与逐层堆积材料形成零件的增材制造(3D打印)形成对比。.
该工艺起源于早期的数控(NC)技术,后者依赖穿孔纸带传递加工指令。随着数字计算机在20世纪60年代末变得实用,它们取代了基于纸带的方法,催生了如今更灵活的CNC系统。CNC控制还可以集成到非传统机器中,如激光切割机、等离子切割机、水刀切割机和电火花加工(EDM)设备。.
CNC加工作业的四个阶段
- 设计CAD模型。. 每个CNC作业都始于在计算机辅助设计(CAD)软件中创建的二维矢量或三维实体模型。该模型捕捉了成品零件所需的所有尺寸、几何特征和公差。.
- 将CAD文件转换为CNC程序。. 将CAD文件导入计算机辅助制造(CAM)软件,生成一组机床指令——主要是G代码——告诉CNC控制器工具的移动位置、进给速度和切削深度。.
- 准备机床。. 操作员将工件固定在机床工作台或夹具上,将所需切削工具装入主轴或刀塔,并在毛坯材料上设置原点(坐标起点)。.
- 执行加工操作。. 设置完成后,机床自动运行CNC程序,沿编程路径移动切削工具,直到零件加工完成。加工后,零件经过检验,如有必要,送往二次精加工。.
CNC机床组件和刀具
虽然具体配置因机床类型而异,但大多数CNC加工中心共享一套核心组件。.
- 机床界面。. 操作员通过控制面板加载程序、设置参数并监控加工过程。.
- 旋转轴,用于夹持并驱动切削工具(铣床)或工件(车床)。主轴转速是影响表面光洁度和刀具寿命的关键参数。.
- 运动轴。. CNC机床沿线性轴(X、Y、Z)运行,在更高级的型号上,还包括旋转轴(A、B、C)。3轴机床处理大多数标准工件;5轴机床可以在单次装夹中从几乎任何角度接近工件,实现高度复杂的几何形状。.
- 工件被夹紧或固定的表面。有些机床配备固定工作台和移动主轴;其他则移动工作台本身。.
- 冷却系统。. 向刀具与工件的接触界面输送切削液,以降低热量、冲洗切屑并延长刀具寿命。.
- 自动换刀装置(ATC)。. 大多数加工中心配备ATC,ATC在刀库中存储多个刀具,并在程序运行中自动更换刀具,消除工序间的手动换刀。.
关键软件应用
CNC加工过程依赖多个软件类别按顺序协同工作:
- CAD(计算机辅助设计): 用于创建零件模型。常用平台包括SolidWorks、Autodesk Inventor和CATIA。.
- CAM(计算机辅助制造): 将CAD模型转换为加工指令(刀具路径、进给速度、转速)并生成G代码文件。.
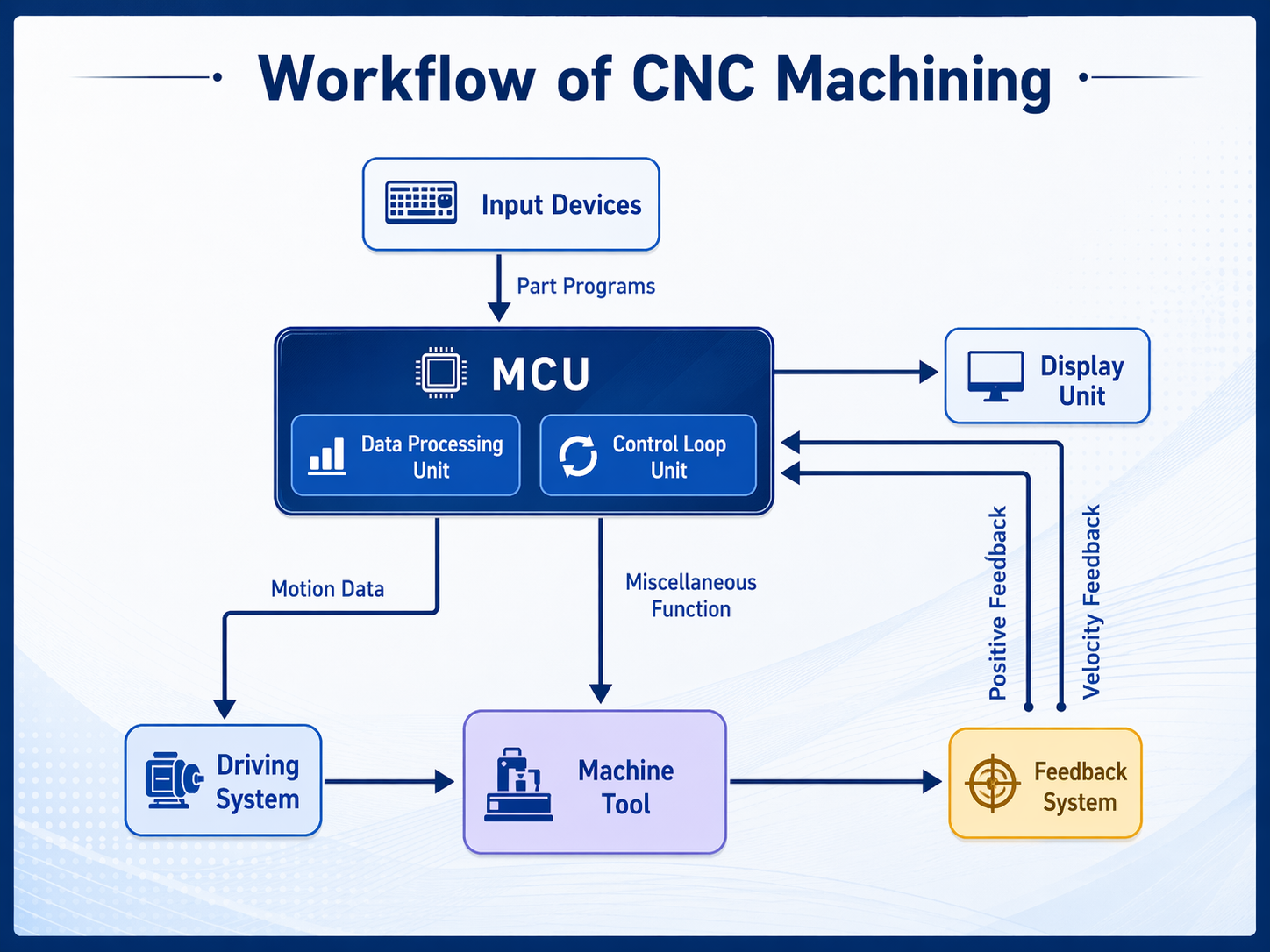
- CNC控制器软件: 安装在机床上,解释G代码,实时将其转换为协调的电机运动。.
常见CNC加工操作
CNC加工涵盖广泛的操作类别。最常见的机械加工过程包括以下几种。.
CNC 铣削
铣削使用旋转的多刃刀具从固定(或分度)工件上去除材料。刀具可沿多个轴移动,制造平面、槽、口袋、轮廓和复杂的三维轮廓。立式加工中心(VMC)是通用铣削工作的最常见配置,而卧式加工中心(HMC)在切屑排出和多面加工方面对大批量生产具有优势。.

CNC 车削
在车削操作中,工件旋转,刀具固定。CNC车床高精度加工圆柱形或锥形零件——轴、螺栓、销钉及类似圆形部件。现代CNC车削中心通常配备动力刀具(旋转铣削/钻削刀具),实现同一装夹中的铣削和钻削操作,减少机床装夹次数。.

钻孔与镗孔
钻孔使用旋转钻头轴向压入工件,制造圆孔。镗孔使用单刃刀具精确修整已有孔的直径和表面。两种操作通常作为更大程序的一部分,在铣削中心完成。.
磨削
数控磨削使用砂轮实现非常严格的尺寸公差和细腻的表面光洁度,这些是传统切削工具难以达到的。它广泛应用于硬化工件,如工具钢零件,而传统铣削或车削会导致刀具快速磨损。.
额外的机械加工操作
数控控制还应用于攻丝(切割内螺纹)、铰孔(精加工孔以达到紧密公差)、拉削(制造键槽或内部轮廓)以及用于航空级复杂曲面的多轴轮廓加工。.
非机械数控工艺
除了传统的刀具切削,数控技术还驱动多种非机械材料去除方法。化学加工工艺包括化学铣削、冲裁和雕刻。电化学方法包括电化学去毛刺和磨削。热加工工艺——使用热量而非物理力——涵盖激光切割、等离子弧切割、电子束加工和电火花加工(EDM)。这些非常规方法对于硬质或脆性材料以及难以用传统刀具加工的复杂特征尤为有价值。.
兼容材料
数控加工的最大优势之一是其对多种材料的兼容性。常见类别包括:
- 金属: 铝合金(6061、7075)、钢材(低碳钢、工具钢、不锈钢)、钛、铜、黄铜、青铜、镁以及特殊合金如因科镍合金。.
- 工程塑料: ABS、聚碳酸酯(PC)、尼龙(PA)、聚甲醛(POM)、PEEK、超高分子量聚乙烯(UHMW-PE)等。.
- 复合材料: 碳纤维增强聚合物和玻璃纤维层压板。.
- 其他: 木材、泡沫以及某些玻璃和陶瓷材料。.
材料选择影响切削速度、刀具选择、冷却策略和可实现的公差,因此在设计阶段明确材料要求非常重要。.
数控加工的优势
数控加工提供了一系列令人信服的优势,这解释了其在制造业中的主导地位:
- 高精度和重复性。. ±0.01毫米或更严格的公差是常规可实现的,同一程序可以连续生产出相同的零件。.
- 材料多样性。. 没有其他单一工艺能处理如此广泛的金属、塑料和复合材料。.
- 可扩展的生产。. 数控加工对于一次性原型以及中等批量生产都是具有成本效益的;同一数字程序可重复使用,无需额外的模具投资。.
- 降低对人工的依赖。. 一旦程序经过验证,机器基本无人值守运行,释放熟练操作员用于设置和质量验证任务。.
- 设计灵活性。. 零件几何形状的更改只需更新数控程序软件,无需新的模具、冲模或夹具。.
限制与挑战
数控加工并非没有限制。作为一种减材工艺,它会产生材料浪费,这会增加昂贵原材料的单件成本。具有深度倒扣、非常薄的壁或工具无法物理到达的内部特征的复杂零件,可能需要专门的多轴设置、电火花加工或二次加工。对于非常高的生产量,专用的铸造或锻造工艺通常更经济。加工极大或重型工件也带来了夹持、机床容量以及在长行程距离上保持尺寸精度的实际挑战。.
行业应用
数控加工几乎应用于所有需要精密制造零件的行业。主要行业包括:
- 航空航天: 结构框架、发动机部件、支架和外壳,采用铝、钛和高温合金加工,公差极其严格。.
- 汽车行业: 发动机缸体、传动部件、悬挂组件以及新车辆项目的原型。.
- 医疗: 外科手术器械、骨科植入物和诊断设备外壳,生物相容性和尺寸精度至关重要。.
- 消费电子: 智能手机、笔记本电脑及其他设备的外壳、散热器、连接器和结构框架。.
- 能源与发电: 涡轮叶片、泵壳、阀体和液压部件。.
- 建筑和农业: 重型设备部件、配件和定制硬件。.
CNC加工的替代方案
根据零件几何形状、生产量和材料要求,其他制造工艺可能更适合或更具成本效益:
- 3D打印/增材制造: 适用于复杂的有机几何形状和极低数量的生产,材料浪费成本过高的情况。通常比CNC加工速度慢,且在金属紧公差加工方面精度较低。.
- 注塑成型: 一旦通过大量生产证明了模具投资的合理性,是高产量塑料零件的首选。.
- 铸造和锻造: 对于几何形状较简单的大批量金属零件具有成本效益,但通常需要二次CNC加工以达到最终公差。.
- 钣金加工: 更适合薄壁外壳、支架和机箱零件,成形和焊接比材料去除更高效。.
选择合适的工艺取决于对零件要求、预期产量、公差、交货时间和预算的仔细分析。在许多情况下,采用混合方法——先粗铸零件,然后对关键表面进行精加工——能实现成本与精度的最佳结合。.
制作您的CNC零件
无论您需要单个功能原型还是一批生产组件,选择合适的加工合作伙伴与选择合适的工艺同样重要。一个有能力的CNC供应商会审查您的设计的可制造性,推荐材料和公差策略,并按时交付符合规格的零件。.
有关高精度CNC加工服务——包括金属和塑料的铣削、车削和电火花加工——请访问 Livepoint 工具 了解他们的能力并请求报价。.