CNC-Bearbeitung ist eines der am weitesten verbreiteten Fertigungsverfahren in der modernen Industrie. Der Begriff CNC steht für Computer Numerical Control – ein Verfahren, bei dem Computer die Bewegung von Werkzeugmaschinen steuern, um Rohmaterial in fertige, kundenspezifisch gestaltete Teile zu formen. Durch das automatische Entfernen von Material von einem Werkstück gemäß einem digitalen Programm liefert die CNC-Bearbeitung eine gleichbleibende Präzision bei Geschwindigkeiten, die manuelle Vorgänge einfach nicht erreichen können.
Dieser Leitfaden behandelt die Grundlagen der CNC-Bearbeitung: wie der Prozess funktioniert, welche Maschinen und Werkzeuge beteiligt sind, welche Operationen am häufigsten sind, welche Materialien kompatibel sind und wann alternative Verfahren besser geeignet sein könnten.
Wie CNC-Bearbeitung funktioniert
Im Kern ist die CNC-Bearbeitung ein subtraktives Fertigungsverfahren. Ausgehend von einem festen Block, Stab oder Blechmaterial – oft als Rohling oder Werkstück bezeichnet – entfernt die Maschine schrittweise Material mit Schneidwerkzeugen, bis die gewünschte Geometrie erreicht ist. Dies steht im Gegensatz zur additiven Fertigung (3D-Druck), bei der Material Schicht für Schicht aufgebaut wird, um ein Teil zu formen.
Der Prozess entwickelte sich aus der früheren Numerischen Steuerung (NC)-Technologie, die auf gelochtem Papierband basierte, um Bearbeitungsanweisungen zu übermitteln. Als digitale Computer Ende der 1960er Jahre praktikabel wurden, ersetzten sie den bandbasierten Ansatz und führten zu den heute weit flexibleren CNC-Systemen. CNC-Steuerungen können auch in nicht-traditionelle Maschinen wie Laserschneider, Plasmaschneider, Wasserstrahlschneider und Funkenerosionsmaschinen (EDM) integriert werden.
Die vier Phasen eines CNC-Bearbeitungsauftrags
- Entwurf des CAD-Modells. Jeder CNC-Auftrag beginnt mit einem 2D-Vektor- oder 3D-Solid-Modell, das in einer CAD-Software (Computer-Aided Design) erstellt wird. Das Modell erfasst alle Maße, geometrischen Merkmale und Toleranzen, die für das fertige Teil erforderlich sind.
- Umwandlung der CAD-Datei in ein CNC-Programm. Die CAD-Datei wird in eine CAM-Software (Computer-Aided Manufacturing) importiert, die eine Reihe von Maschinenanweisungen – hauptsächlich G-Code – generiert, die dem CNC-Controller genau sagen, wohin das Werkzeug bewegt werden soll, wie schnell es geführt wird und wie tief geschnitten wird.
- Vorbereitung der Maschine. Der Bediener befestigt das Werkstück auf dem Maschinentisch oder einer Spannvorrichtung, lädt die erforderlichen Schneidwerkzeuge in die Spindel oder den Revolver und legt die Nullposition (den Koordinatenursprung) auf dem Rohmaterial fest.
- Ausführung des Bearbeitungsvorgangs. Nach Abschluss der Einrichtung führt die Maschine das CNC-Programm autonom aus, bewegt das Schneidwerkzeug entlang der programmierten Bahnen, bis das Teil fertiggestellt ist. Nach der Bearbeitung wird das Teil inspiziert und gegebenenfalls für nachfolgende Veredelungsprozesse weitergeleitet.
CNC-Maschinenkomponenten und Werkzeuge
Obwohl die spezifischen Konfigurationen je nach Maschinentyp variieren, teilen die meisten CNC-Bearbeitungszentren eine gemeinsame Reihe von Kernkomponenten.
- Maschinenbedienfeld. Das Bedienfeld, über das der Bediener Programme lädt, Parameter einstellt und den Bearbeitungsprozess überwacht.
- Die rotierende Welle, die das Schneidwerkzeug (bei Fräsmaschinen) oder das Werkstück (bei Drehmaschinen) hält und antreibt. Die Spindeldrehzahl ist ein kritischer Parameter, der die Oberflächenqualität und die Werkzeuglebensdauer beeinflusst.
- Bewegungsachsen. CNC-Maschinen arbeiten entlang linearer Achsen (X, Y, Z) und bei fortschrittlicheren Modellen auch entlang rotierender Achsen (A, B, C). 3-Achsen-Maschinen bewältigen den Großteil der Standardarbeiten; 5-Achsen-Maschinen können ein Werkstück in einer einzigen Einrichtung aus nahezu jedem Winkel anfahren, was hochkomplexe Geometrien ermöglicht.
- Die Oberfläche, auf der das Werkstück eingespannt oder fixiert wird. Einige Maschinen haben einen stationären Tisch mit einer beweglichen Spindel; andere bewegen den Tisch selbst.
- Kühlsystem. Liefert Schneidflüssigkeit an die Schnittstelle zwischen Werkzeug und Werkstück, um Wärme zu reduzieren, Späne wegzuspülen und die Werkzeuglebensdauer zu verlängern.
- Automatischer Werkzeugwechsler (ATC). In den meisten Bearbeitungszentren vorhanden, speichert der ATC mehrere Werkzeuge in einem Karussell und wechselt sie während des Programms automatisch, wodurch manuelle Werkzeugwechsel zwischen den Operationen entfallen.
Wichtige Softwareanwendungen
Der CNC-Bearbeitungsprozess basiert auf mehreren Softwarekategorien, die nacheinander arbeiten:
- CAD (Computer-Aided Design): Wird verwendet, um das Bauteilmodell zu erstellen. Gängige Plattformen sind SolidWorks, Autodesk Inventor und CATIA.
- CAD (Computer-Aided Design): Wandelt das CAD-Modell in Bearbeitungsanweisungen (Werkzeugwege, Vorschübe, Geschwindigkeiten) um und erzeugt die G-Code-Datei.
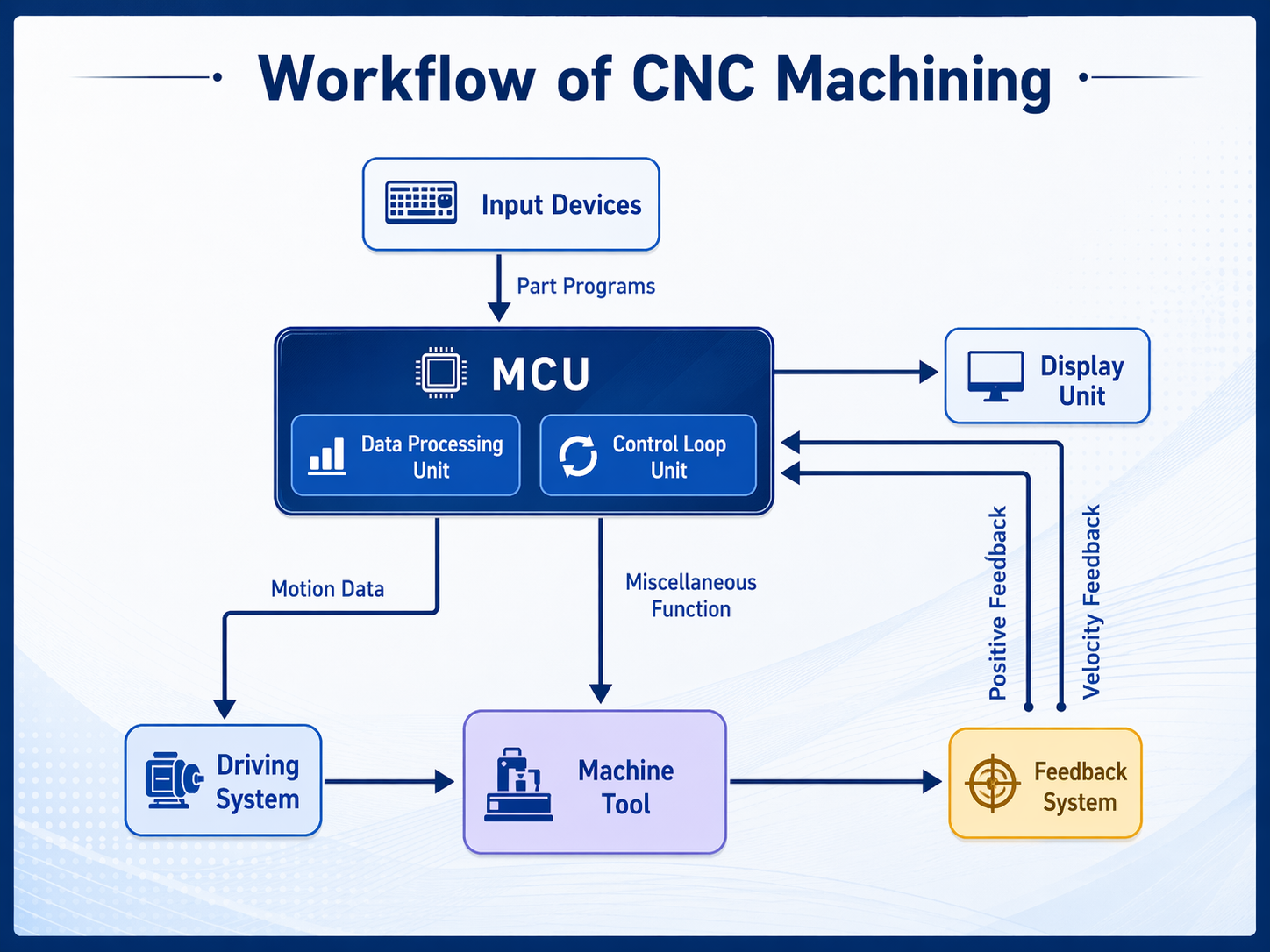
- CNC-Steuerungssoftware: Läuft direkt auf der Maschine und interpretiert den G-Code, indem sie ihn in koordinierte Motorbewegungen in Echtzeit übersetzt.
Häufige CNC-Bearbeitungsoperationen
CNC-Bearbeitung umfasst eine breite Familie von Operationen. Die am häufigsten vorkommenden mechanischen Prozesse umfassen die folgenden.
CNC-Fräsen
Fräsen verwendet einen rotierenden Mehrkant-Schneider, um Material von einem stationären (oder indexierten) Werkstück zu entfernen. Der Schneider kann entlang mehrerer Achsen bewegt werden, um flache Oberflächen, Nuten, Taschen, Konturen und komplexe 3D-Profile zu erzeugen. Vertikale Bearbeitungszentren (VMCs) sind die gebräuchlichste Konfiguration für allgemeine Fräsarbeiten, während horizontale Bearbeitungszentren (HMCs) Vorteile bei der Späneförderung und der Mehrseitenbearbeitung für die Serienfertigung bieten.

CNC-Drehen
Beim Drehen rotiert das Werkstück gegen ein stationäres Schneidwerkzeug. CNC-Drehmaschinen erzeugen zylindrische oder konische Formen – Wellen, Schrauben, Stifte und ähnliche runde Bauteile – mit hoher Genauigkeit. Moderne CNC-Drehzentren verfügen oft über Live-Werkzeuge (rotierende Fräs-/Bohrwerkzeuge), die Fräs- und Bohroperationen in derselben Einrichtung ermöglichen und die Anzahl der erforderlichen Maschineneinrichtungen reduzieren.

Bohren und Reiben
Bohren erzeugt kreisförmige Löcher mit einem rotierenden Bohrer, der axial in das Werkstück gedrückt wird. Reiben verfeinert ein vorhandenes Loch auf einen präzisen Durchmesser und eine genaue Oberfläche mit einem Einzahn-Schneidwerkzeug. Beide Operationen werden häufig auf Fräszentren als Teil eines größeren Programms durchgeführt.
Schleifen
CNC-Schleifen verwendet Schleifscheiben, um sehr enge Maßtoleranzen und feine Oberflächenqualitäten zu erreichen, die mit herkömmlichen Schneidwerkzeugen schwer zu erzielen sind. Es wird häufig bei gehärteten Werkstücken angewendet, wie z. B. Werkzeugstahlkomponenten, bei denen herkömmliches Fräsen oder Drehen zu schnellem Werkzeugverschleiß führen würde.
Zusätzliche mechanische Bearbeitungen
CNC-Steuerungen werden auch beim Gewindeschneiden (Schneiden von Innengewinden), Reiben (Fertigstellen von Bohrungen mit engen Toleranzen), Räumen (Herstellung von Passfedernuten oder Innenprofilen) und Mehrachsen-Konturfräsen für komplexe Oberflächen in der Luft- und Raumfahrt eingesetzt.
Nicht-mechanische CNC-Prozesse
Über das traditionelle Werkzeugschneiden hinaus treibt die CNC-Technologie eine Vielzahl nicht-mechanischer Materialabtragungsverfahren an. Chemische Bearbeitungsverfahren umfassen chemisches Fräsen, Stanzen und Gravieren. Elektrochemische Methoden beinhalten elektrochemisches Entgraten und Schleifen. Thermische Verfahren – die Wärme statt physischer Kraft nutzen – umfassen Laserschneiden, Plasmaschneiden, Elektronenstrahlbearbeitung und Funkenerosion (EDM). Diese unkonventionellen Ansätze sind besonders wertvoll für harte oder spröde Materialien und für filigrane Merkmale, die sich der herkömmlichen Werkzeugtechnik widersetzen.
Kompatible Materialien
Eine der größten Stärken der CNC-Bearbeitung ist ihre Kompatibilität mit einer breiten Palette von Materialien. Häufige Kategorien sind:
- Metalle: Aluminiumlegierungen (6061, 7075), Stähle (weich, Werkzeug, rostfrei), Titan, Kupfer, Messing, Bronze, Magnesium und Speziallegierungen wie Inconel.
- Technische Kunststoffe: ABS, Polycarbonat (PC), Nylon (PA), Acetal (POM), PEEK, UHMW-PE und andere.
- Verbundwerkstoffe: Kohlefaserverstärkte Kunststoffe und Glasfaserlaminate.
- Sonstige: Holz, Schaumstoffe sowie bestimmte Glas- und Keramikmaterialien.
Die Materialauswahl beeinflusst Schnittgeschwindigkeiten, Werkzeugauswahl, Kühlmittelstrategie und erreichbare Toleranzen, daher ist es wichtig, Materialanforderungen bereits in der Entwurfsphase klar zu spezifizieren.
Vorteile der CNC-Bearbeitung
Die CNC-Bearbeitung bietet eine überzeugende Reihe von Vorteilen, die ihre Dominanz in der Fertigungsindustrie erklären:
- Hohe Präzision und Wiederholgenauigkeit. Toleranzen von ±0,01 mm oder enger sind routinemäßig erreichbar, und dasselbe Programm kann identische Teile Lauf für Lauf produzieren.
- Materialvielfalt. Kein anderer einzelner Prozess verarbeitet eine so breite Palette von Metallen, Kunststoffen und Verbundwerkstoffen.
- Skalierbare Produktion. CNC-Bearbeitung ist kosteneffektiv für Einzelprototypen sowie für Produktionsläufe mittlerer Stückzahlen; dasselbe digitale Programm wird ohne zusätzliche Werkzeuginvestitionen wiederverwendet.
- Reduzierte Abhängigkeit von Arbeitskräften. Sobald ein Programm validiert ist, läuft die Maschine weitgehend unbeaufsichtigt, wodurch qualifizierte Bediener für Einrichtungs- und Qualitätsprüfungsaufgaben frei werden.
- Designflexibilität. Änderungen an der Bauteilgeometrie erfordern nur ein Software-Update des CNC-Programms – keine neuen Formen, Werkzeuge oder Vorrichtungen sind erforderlich.
Einschränkungen und Herausforderungen
Die CNC-Bearbeitung ist nicht ohne Einschränkungen. Als subtraktiver Prozess erzeugt sie Materialabfall, was die Kosten pro Teil bei teurem Rohmaterial erhöht. Komplexe Teile mit tiefen Hinterschneidungen, sehr dünnen Wänden oder internen Merkmalen, die Werkzeuge physisch nicht erreichen können, erfordern möglicherweise spezialisierte Mehrachsen-Einrichtungen, Funkenerosion (EDM) oder Nachbearbeitungen. Für sehr hohe Produktionsvolumen sind dedizierte Guss- oder Schmiedeprozesse oft wirtschaftlicher. Die Bearbeitung extrem großer oder schwerer Werkstücke bringt auch praktische Herausforderungen bei der Werkstückspannung, Maschinenkapazität und der Aufrechterhaltung der Maßgenauigkeit über lange Verfahrwege mit sich.
Branchenanwendungen
Die CNC-Bearbeitung findet in nahezu jedem Sektor Anwendung, der präzisionsgefertigte Komponenten benötigt. Wichtige Branchen sind:
- Luft- und Raumfahrt: Strukturrahmen, Motorkomponenten, Halterungen und Gehäuse, die aus Aluminium, Titan und Hochtemperaturlegierungen mit extrem engen Toleranzen bearbeitet werden.
- Automobil: Motorblöcke, Getriebeteile, Fahrwerkskomponenten und Prototypen für neue Fahrzeugprogramme.
- Medizin: Chirurgische Instrumente, orthopädische Implantate und Gehäuse für Diagnosegeräte, bei denen Biokompatibilität und Maßgenauigkeit entscheidend sind.
- Unterhaltungselektronik: Gehäuse, Kühlkörper, Steckverbinder und Strukturrahmen für Smartphones, Laptops und andere Geräte.
- Energie- und Stromerzeugung: Turbinenschaufeln, Pumpengehäuse, Ventilkörper und Hydraulikkomponenten.
- Bauwesen und Landwirtschaft: Komponenten für schwere Geräte, Armaturen und kundenspezifische Hardware.
Alternativen zur CNC-Bearbeitung
Je nach Bauteilgeometrie, Produktionsvolumen und Materialanforderungen können andere Fertigungsverfahren geeigneter oder kosteneffizienter sein:
- 3D-Druck / additive Fertigung: Ideal für komplexe organische Geometrien und sehr geringe Stückzahlen, bei denen Materialverschwendung prohibitiv wäre. Allgemein langsamer und weniger präzise als CNC bei Metallbearbeitung mit engen Toleranzen.
- Spritzguss: Die bevorzugte Wahl für Kunststoffteile in großen Stückzahlen, sobald die Werkzeuginvestition durch hohe Mengen gerechtfertigt ist.
- Gießen und Schmieden: Kosteneffizient für Metallteile in großen Stückzahlen mit einfacheren Geometrien, erfordert jedoch oft eine nachgelagerte CNC-Bearbeitung zur Erreichung der Endtoleranzen.
- Blechbearbeitung: Besser geeignet für dünnwandige Gehäuse, Halterungen und Chassis-Teile, bei denen Umformen und Schweißen effizienter sind als Materialabtrag.
Die Auswahl des richtigen Verfahrens hängt von einer sorgfältigen Analyse der Bauteilanforderungen, erwarteten Stückzahlen, Toleranzen, Lieferzeiten und Budget ab. In vielen Fällen liefert ein hybrider Ansatz – grobes Gießen eines Teils und anschließende Feinbearbeitung kritischer Oberflächen – die beste Kombination aus Kosten und Präzision.
Herstellung Ihrer CNC-Teile
Ob Sie einen einzelnen funktionalen Prototyp oder eine Serie von Produktionskomponenten benötigen, die Wahl des richtigen Bearbeitungspartners ist ebenso wichtig wie die Wahl des richtigen Verfahrens. Ein kompetenter CNC-Lieferant prüft Ihr Design auf Fertigbarkeit, empfiehlt Material- und Toleranzstrategien und liefert Teile termingerecht nach Spezifikation.
Für hochpräzise CNC-Bearbeitungsdienstleistungen – einschließlich Fräsen, Drehen und Erodieren von Metallen und Kunststoffen – besuchen Sie Livepoint Werkzeugbau , um mehr über deren Fähigkeiten zu erfahren und ein Angebot anzufordern.