CNC加工は、現代産業で最も広く使用されている製造プロセスの一つです。CNCとはコンピュータ数値制御の略で、コンピュータが機械工具の動きを指示し、原材料を完成したカスタム設計部品に成形する方法を指します。デジタルプログラムに従って自動的に素材を除去することで、CNC加工は手作業では到底及ばない速度で一貫した精度を実現します。.
本ガイドではCNC加工の基本を解説します:プロセスの仕組み、使用される機械と工具、最も一般的な操作、対応可能な材料、そして代替プロセスが適している場合について。.
CNC加工の仕組み
CNC加工の本質は削り出し製造プロセスです。固体のブロック、バー、またはシート状の材料(しばしばブランクまたはワークピースと呼ばれる)から始め、切削工具を使って徐々に材料を除去し、目的の形状を得ます。これは、材料を層ごとに積み上げて部品を形成する積層造形(3Dプリント)とは対照的です。.
このプロセスは、パンチ紙テープで加工指示を伝えていた初期の数値制御(NC)技術から進化しました。1960年代後半にデジタルコンピュータが実用化されると、テープベースの方法に代わり、今日使われているはるかに柔軟なCNCシステムが誕生しました。CNC制御はレーザーカッター、プラズマカッター、ウォータージェットカッター、放電加工(EDM)機器などの非伝統的な機械にも統合可能です。.
CNC加工作業の4つの段階
- CADモデルの設計。. すべてのCNC作業は、コンピュータ支援設計(CAD)ソフトウェアで作成された2Dベクターまたは3Dソリッドモデルから始まります。このモデルは完成部品に必要なすべての寸法、幾何学的特徴、許容差を捉えています。.
- CADファイルをCNCプログラムに変換する。. CADファイルはコンピュータ支援製造(CAM)ソフトウェアに取り込まれ、主にGコードで構成される一連の機械指示が生成されます。これによりCNCコントローラは工具の移動位置、送り速度、切削深さを正確に指示されます。.
- 機械の準備。. オペレーターはワークピースを機械の作業台またはワークホルディング治具に固定し、必要な切削工具をスピンドルまたはタレットに装填し、材料上の原点(座標原点)を設定します。.
- 加工操作の実行。. セットアップが完了すると、機械はCNCプログラムを自律的に実行し、プログラムされた経路に沿って切削工具を動かし部品を完成させます。加工後、部品は検査され、必要に応じて二次仕上げ工程に送られます。.
CNC機械の構成要素と工具
機械の種類によって具体的な構成は異なりますが、ほとんどのCNC加工センターは共通の基本コンポーネントを備えています。.
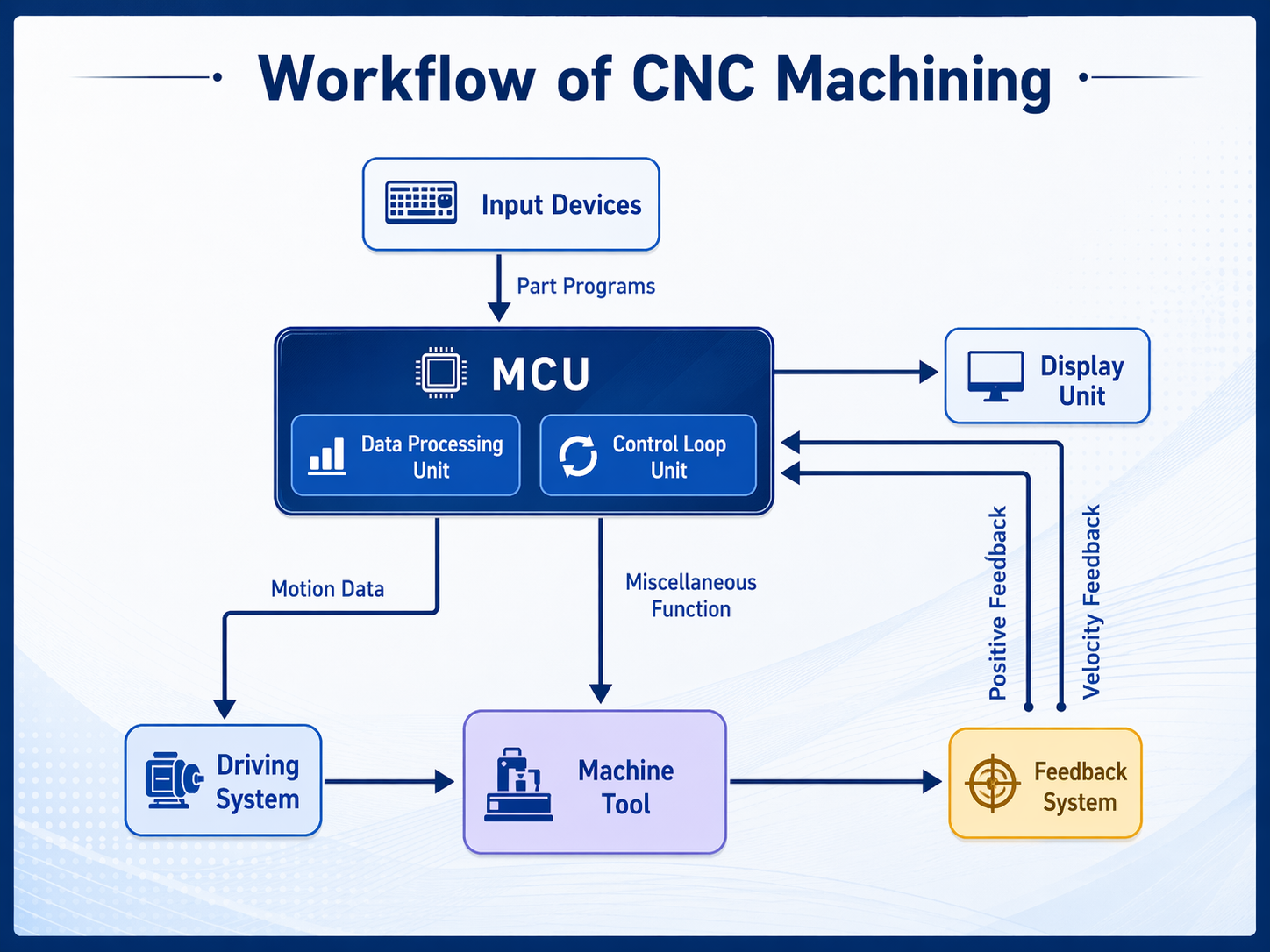
- 機械インターフェース。. オペレーターがプログラムを読み込み、パラメータを設定し、加工プロセスを監視するための制御パネル。.
- 切削工具(フライス盤の場合)またはワークピース(旋盤の場合)を保持し駆動する回転軸。スピンドル速度は表面仕上げや工具寿命に影響を与える重要なパラメータです。.
- 動作軸。. CNC機械は直線軸(X、Y、Z)および、より高度なモデルでは回転軸(A、B、C)に沿って動作します。3軸機械は標準的な作業の大部分を処理し、5軸機械は単一のセットアップでほぼあらゆる角度からワークピースにアプローチでき、非常に複雑な形状を可能にします。.
- ワークピースがクランプまたは固定される表面。一部の機械は固定テーブルに可動スピンドルを持ち、他はテーブル自体を動かします。.
- 冷却システム。. 切削液を工具とワークピースの接触面に供給し、熱を減らし、切りくずを洗い流し、工具寿命を延ばします。.
- 自動工具交換機(ATC)。. ほとんどのマシニングセンターに搭載されており、ATCは複数の工具をカルーセルに収納し、プログラム中に自動で交換するため、作業間の手動工具交換を不要にします。.
主要なソフトウェアアプリケーション
CNC加工プロセスは、いくつかのソフトウェアカテゴリが順番に連携して動作します:
- CAD(コンピュータ支援設計): 部品モデルを作成するために使用されます。一般的なプラットフォームにはSolidWorks、Autodesk Inventor、CATIAがあります。.
- CAM(コンピュータ支援製造): CADモデルを加工指示(工具経路、送り速度、切削速度)に変換し、Gコードファイルを生成します。.
- CNCコントローラーソフトウェア: 機械本体に搭載され、Gコードを解釈してリアルタイムで協調したモーター動作に変換します。.
一般的なCNC加工操作
CNC加工は幅広い操作群を含みます。最も頻繁に見られる機械加工プロセスは以下の通りです。.
CNCフライス加工
フライス加工は回転する多刃カッターを使用して固定(またはインデックスされた)ワークピースから材料を除去します。カッターは複数軸に沿って移動でき、平面、スロット、ポケット、輪郭、複雑な3Dプロファイルを作成します。垂直マシニングセンター(VMC)は一般的なフライス加工に最も一般的な構成であり、水平マシニングセンター(HMC)は切りくず排出や多面加工において大量生産に利点があります。.

CNC旋盤加工
旋削加工では、ワークピースが回転し、固定された切削工具に対して加工されます。CNC旋盤は高精度で円筒形または円錐形の形状(シャフト、ボルト、ピンなどの丸い部品)を製造します。現代のCNC旋削センターはライブツーリング(回転するフライス・ドリル工具)を備え、同一セットアップでフライス加工や穴あけ加工を可能にし、機械セットアップ回数を減らします。.

穴あけおよびボーリング
穴あけは回転するドリルビットを軸方向にワークピースに押し当てて円形の穴を作成します。ボーリングは単一刃の切削工具を使用して既存の穴を正確な直径と仕上げに仕上げます。両操作は一般的にマシニングセンターで大きなプログラムの一部として実行されます。.
研削
CNC研削は、研磨ホイールを使用して非常に厳しい寸法公差と従来の切削工具では達成が難しい細かい表面仕上げを実現します。これは、工具鋼部品などの硬化したワークピースに広く適用されており、従来のフライス加工や旋削では工具の摩耗が急速に進む場合に有効です。.
追加の機械加工
CNC制御は、タッピング(内ねじ切り)、リーミング(公差の厳しい穴の仕上げ)、ブローチ加工(キー溝や内部プロファイルの製作)、および航空宇宙グレードの複雑な表面の多軸輪郭加工にも適用されます。.
非機械的なCNCプロセス
従来の工具切削を超えて、CNC技術はさまざまな非機械的な材料除去方法を駆動します。化学加工プロセスには化学ミリング、ブランキング、彫刻が含まれます。電気化学的方法には電気化学的バリ取りや研削があります。熱処理プロセスは物理的な力ではなく熱を使用し、レーザー切断、プラズマアーク切断、電子ビーム加工、放電加工(EDM)を含みます。これらの非従来型アプローチは、硬質または脆い材料や従来の工具では困難な複雑な形状に特に有用です。.
対応材料
CNC加工の最大の強みの一つは、幅広い材料に対応できることです。一般的なカテゴリは以下の通りです:
- 金属: アルミニウム合金(6061、7075)、鋼(軟鋼、工具鋼、ステンレス)、チタン、銅、真鍮、青銅、マグネシウム、インコネルなどの特殊合金。.
- エンジニアリングプラスチック: ABS、ポリカーボネート(PC)、ナイロン(PA)、アセタール(POM)、PEEK、UHMW-PEなど。.
- 複合材料: 炭素繊維強化ポリマーおよびガラス繊維ラミネート。.
- その他: 木材、フォーム、一部のガラスおよびセラミック材料。.
材料の選択は切削速度、工具選択、冷却戦略、達成可能な公差に影響を与えるため、設計段階で材料要件を明確に指定することが重要です。.
CNC加工の利点
CNC加工は、その製造業界での支配的地位を説明する説得力のある利点を提供します:
- 高精度と再現性。. ±0.01 mmまたはそれ以下の公差は通常達成可能であり、同じプログラムで連続して同一の部品を製造できます。.
- 材料の多様性。. これほど広範囲の金属、プラスチック、複合材料を扱える単一のプロセスは他にありません。.
- スケーラブルな生産。. CNC加工は一品ものの試作品から中量生産までコスト効果が高く、同じデジタルプログラムを追加の工具投資なしで再利用できます。.
- 労働依存度の低減。. プログラムが検証されると、機械はほぼ無人で稼働し、熟練オペレーターはセットアップや品質検証作業に専念できます。.
- 設計の柔軟性。. 部品形状の変更はCNCプログラムのソフトウェア更新だけで済み、新しい金型、ダイ、治具は不要です。.
制限と課題
CNC加工には制約があります。削り出しプロセスであるため材料の廃棄が発生し、高価な素材の場合は部品あたりのコストが増加します。深いアンダーカット、非常に薄い壁、工具が物理的に届かない内部形状を持つ複雑な部品は、特殊な多軸設定、放電加工(EDM)、または二次加工が必要になることがあります。非常に大量生産の場合は専用の鋳造や鍛造プロセスの方が経済的なことが多いです。非常に大きいまたは重いワークピースの加工は、ワークホールディング、機械の能力、長距離移動時の寸法精度維持などの実務的な課題も伴います。.
業界での応用
CNC加工は精密部品を必要とするほぼすべての分野で利用されています。主な業界は以下の通りです:
- 航空宇宙: アルミニウム、チタン、高温合金から極めて厳しい公差で加工された構造フレーム、エンジン部品、ブラケット、ハウジング。.
- 自動車: エンジンブロック、トランスミッション部品、サスペンション部品、新車プログラムの試作品。.
- 医療: 生体適合性と寸法精度が重要な外科用器具、整形外科用インプラント、診断機器のハウジング。.
- コンシューマーエレクトロニクス: スマートフォン、ノートパソコン、その他デバイスのエンクロージャー、ヒートシンク、コネクター、構造フレーム。.
- エネルギーおよび発電: タービンブレード、ポンプハウジング、バルブボディ、油圧部品。.
- 建設および農業: 重機部品、継手、およびカスタムハードウェア。.
CNC加工の代替手段
部品の形状、生産量、材料要件に応じて、他の製造プロセスの方がより適しているか、コスト効果が高い場合があります:
- 3Dプリント/付加製造: 複雑な有機形状や非常に少量で、材料の無駄が許されない場合に理想的です。一般的に、CNCに比べて金属の厳しい公差加工では遅く、精度も劣ります。.
- 射出成形: 大量のプラスチック部品に対して、金型投資が大量生産によって正当化される場合の優先選択肢です。.
- 鋳造および鍛造: より単純な形状の大量金属部品に対してコスト効果が高いですが、最終公差を達成するために二次的なCNC加工が必要な場合が多いです。.
- 板金加工: 薄壁のエンクロージャー、ブラケット、シャーシ部品に適しており、材料除去よりも成形と溶接が効率的です。.
適切なプロセスの選択は、部品要件、予想生産量、公差、リードタイム、予算の慎重な分析に依存します。多くの場合、粗鋳造した部品を重要な表面で仕上げ加工するハイブリッドアプローチが、コストと精度の最良の組み合わせを提供します。.
CNC部品の製作方法
単一の機能的プロトタイプが必要であれ、生産部品のバッチが必要であれ、適切な加工パートナーの選択は適切なプロセスの選択と同じくらい重要です。能力のあるCNCサプライヤーは、製造可能性のために設計をレビューし、材料および公差戦略を推奨し、仕様通りに部品を期限内に納品します。.
金属およびプラスチックにわたるフライス加工、旋盤加工、EDMを含む高精度CNC加工サービスについては、 Livepoint Tooling をご覧ください。 で彼らの能力を学び、見積もりを依頼してください。.