在全球范围内,注塑成型因其卓越的速度、均匀性和经济效率,仍然是塑料零件制造的首选方法。该工艺服务于汽车、医疗技术、航空航天和消费电子等多个行业。虽然单腔模具通常是原型设计的起点,但对于旨在扩大生产规模和优化产出的组织来说,转向多腔系统是一项战略举措。.
多腔注塑成型的定义
标准的成型方法涉及单模具配置,每个腔体每个周期生产一个零件。相比之下,多腔成型利用专门设计的工具,在一次注射过程中同时制造多个相同的零件。.
通常,这些工具配置为一次生产两个、四个、八个甚至更多零件。虽然这种方法最常与大批量生产相关联,但它在低批量生产中也越来越多地被采用,尤其是在多零件的上市时间和一致性至关重要的情况下。.
在决定采用这种模具路径之前,设计师应评估:
- 设计复杂性、目标数量和预算之间的平衡。.
- 特定零件几何形状如何决定多腔布局的可行性。.
- 对整体产品开发生命周期的影响。.
多腔系统的战略优势
采用多腔模具的决定通常由两个因素驱动:满足高需求和降低单个零件的成本。.
虽然工程团队通常优先考虑低批量下的设计验证和功能性能,但采购和运营团队则高度关注“单件价格”。通常,对多腔模具的初期投资增加会在项目生命周期内显著降低每个零件的成本。.
然而,更多的腔体并不自动意味着更好的成本效益。总价值取决于多个变量,包括模具的复杂性和生产批量。找到“临界点”——零件节省的成本超过更高的前期模具成本——是实现成功投资回报的关键。.
几何形状和复杂性限制
并非所有零件都适合多腔生产。零件的物理布局和几何复杂性在决定该方法是否可行中起着重要作用。虽然注塑成型的标准设计原则仍然适用,但某些特征需要特殊关注。.
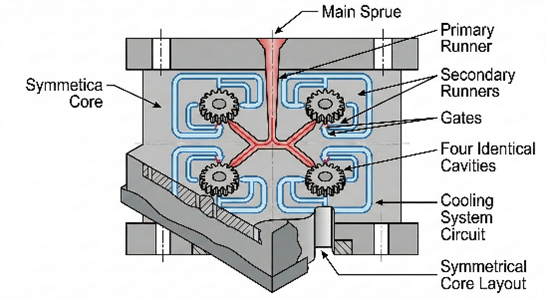
浇口策略
浇口是允许熔融树脂进入模具腔体的机制,并在固化前保持压力。在单腔模具中,设计师通常使用针式或热尖浇口来管理复杂几何形状并最小化“残留物”——即入口处留下的小塑料残余。.
在多腔环境中,直接浇口选项通常受限。相反,这些系统通常依赖流道或连接片系统,将塑料均匀分配到所有腔体。这需要精心规划,以确保整个模具的流动平衡和零件质量一致。.
机械装置和手动嵌件
需要侧向动作或手动“取出”(如放置在模具中以形成内部切口的金属块)的特征,在单腔模具中易于管理。然而,当扩展到多腔模具时,这些手动过程效率极低。例如,手动装载嵌件到八腔模具会显著增加循环时间和人工成本。如果目标是大批量生产,应尽可能将这些手动设计元素从零件中去除。.
区分家族模具和多腔模具
区分多腔模具和“家族”模具非常重要。.
- 多腔模具: 具有多个相同的腔体,用于生产多个完全相同的零件。.
- 家族模具: 在一个模具中包含不同的腔体设计——例如设计成可以配合的左手和右手外壳。.
家族模具通常因节省成本而被选择,但与多腔模具一样,其成功完全取决于不同零件是否具有相似的几何形状和树脂要求。.

各行业的实际应用
多腔模具广泛应用于几乎所有主要制造行业:
- 汽车行业: 用于大量生产紧固件、内饰组件和连接器。.
- 建筑行业: 用于制造闭合件、配件和专用五金等商品。.
- 医疗及医疗技术: 用于生产一次性诊断组件和手持设备外壳。.
- 消费电子: 用于内部结构组件和保护外壳。.
选择多腔模具方法是制造过程中的重要一步。它需要深入了解生产需求和技术设计限制,以确保投资回报。欲了解更多优化生产流程的信息,请访问 Livepoint 工具.