Weltweit bleibt das Spritzgießen eine führende Fertigungsmethode für Kunststoffkomponenten aufgrund seiner bemerkenswerten Geschwindigkeit, Gleichmäßigkeit und Wirtschaftlichkeit. Dieser Prozess bedient eine Vielzahl von Branchen, darunter Automobilindustrie, Medizintechnik, Luft- und Raumfahrt sowie Unterhaltungselektronik. Während Ein-Kavitäten-Werkzeuge oft der Ausgangspunkt für Prototypen sind, ist der Übergang zu Mehrkavitäten-Systemen ein strategischer Schritt für Organisationen, die die Produktion skalieren und die Ausbeute optimieren möchten.
Definition von Mehrkavitäten-Spritzgießen
Der Standardansatz beim Spritzgießen umfasst eine Einzelwerkzeug-Konfiguration, bei der eine Kavität pro Zyklus ein Teil produziert. Im Gegensatz dazu nutzt das Mehrkavitäten-Spritzgießen ein spezialisiertes Werkzeug, das mehrere identische Teile gleichzeitig in einem einzigen Spritzvorgang herstellt.
Typischerweise sind diese Werkzeuge so konfiguriert, dass sie zwei, vier, acht oder sogar mehr Teile gleichzeitig produzieren. Während diese Methode am häufigsten mit der Massenproduktion großer Stückzahlen in Verbindung gebracht wird, wird sie zunehmend auch für kleinere Losgrößen eingesetzt, bei denen die Markteinführungszeit und die Konsistenz mehrerer Teile entscheidend sind.
Bevor man sich für diesen Werkzeugweg entscheidet, sollten Designer Folgendes bewerten:
- Das Gleichgewicht zwischen Designkomplexität, Zielmengen und Budget.
- Wie spezifische Bauteilgeometrien die Machbarkeit von Mehrkavitäten-Layouts bestimmen.
- Die Auswirkungen auf den gesamten Produktentwicklungszyklus.
Die strategischen Vorteile von Mehrkavitäten-Systemen
Die Entscheidung für Mehrkavitäten-Werkzeuge wird im Allgemeinen von zwei Faktoren getrieben: der Erfüllung hoher Nachfrage und der Senkung der Kosten pro Einzelteil.
Während Ingenieurteams oft Designvalidierung und funktionale Leistung bei geringeren Stückzahlen priorisieren, konzentrieren sich Beschaffungs- und Betriebsteams stark auf den “Stückpreis”. In der Regel führt eine erhöhte Anfangsinvestition in ein Mehrkavitäten-Werkzeug zu deutlich niedrigeren Kosten pro Teil über die Lebensdauer des Projekts.
Mehr Kavitäten bedeuten jedoch nicht automatisch eine bessere Kosteneffizienz. Der Gesamtwert hängt von mehreren Variablen ab, einschließlich der Komplexität des Werkzeugs und der Produktionsmenge. Den “Kreuzungspunkt” zu finden – an dem die Einsparungen bei den Teilen die höheren anfänglichen Werkzeugkosten überwiegen – ist der Schlüssel zu einer erfolgreichen Kapitalrendite.
Geometrie- und Komplexitätsbeschränkungen
Nicht jedes Bauteil ist für die Mehrkavitäten-Produktion geeignet. Das physische Layout und die geometrischen Feinheiten des Teils spielen eine große Rolle bei der Bestimmung, ob diese Methode machbar ist. Während die Standard-Designprinzipien für das Spritzgießen weiterhin gelten, erfordern bestimmte Merkmale besondere Aufmerksamkeit.
Anschnittstrategien
Der Anschnitt ist der Mechanismus, der das geschmolzene Harz in die Formkavität einlässt und es unter Druck hält, bis die Erstarrung erfolgt. Bei Ein-Kavitäten-Werkzeugen verwenden Designer oft Stift- oder Heißkanalanschnitte, um komplexe Geometrien zu steuern und “Angussreste” – kleine Kunststoffreste am Eintrittspunkt – zu minimieren.
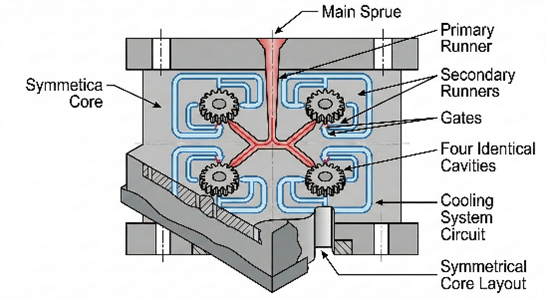
In Mehrkavitäten-Umgebungen sind direkte Anschnittoptionen oft begrenzt. Stattdessen verlassen sich diese Systeme typischerweise auf ein Läufer- oder Stegsystem, um den Kunststoff gleichmäßig über alle Kavitäten zu verteilen. Dies erfordert sorgfältige Planung, um einen ausgewogenen Fluss und eine gleichbleibende Teilequalität über die gesamte Form hinweg sicherzustellen.
Mechanismen und manuelle Einsätze
Merkmale, die Seitenbewegungen oder manuelle “Aushebungen” erfordern (wie Metallblöcke, die in die Form eingesetzt werden, um interne Aussparungen zu schaffen), lassen sich in Ein-Kavitäten-Werkzeugen leicht handhaben. Diese manuellen Prozesse werden jedoch bei der Skalierung auf ein Mehrkavitäten-Werkzeug hochgradig ineffizient. Beispielsweise erhöht das manuelle Einlegen von Einsätzen in eine Acht-Kavitäten-Form die Zykluszeiten und Arbeitskosten erheblich. Wenn eine Hochvolumenproduktion das Ziel ist, sollten diese manuellen Designelemente nach Möglichkeit aus dem Teil herauskonstruiert werden.
Unterscheidung zwischen Familien- und Mehrkavitäten-Werkzeugen
Es ist wichtig, zwischen Mehrfachhohlraumformen und “Familien”-Formen zu unterscheiden.
- Mehrfachhohlraumformen: Verfügen über mehrere identische Hohlräume, um mehrere Versionen desselben Teils herzustellen.
- Familienformen: Enthalten unterschiedliche Hohlraumdesigns innerhalb eines Werkzeugs – wie ein links- und rechtsseitiges Gehäuse, die zusammenpassen sollen.
Familienformen werden oft aus Kostengründen gewählt, aber wie bei Mehrfachhohlraumwerkzeugen hängt ihr Erfolg vollständig davon ab, ob die verschiedenen Teile ähnliche Geometrien und Harzanfordungen teilen.

Praktische Anwendungen in verschiedenen Branchen
Mehrfachhohlraumwerkzeuge werden in nahezu jedem wichtigen Fertigungssektor eingesetzt:
- Automobil: Für die Massenproduktion von Befestigungselementen, Innenraumverkleidungsteilen und Steckverbindern.
- Bauwesen: Zur Herstellung von Handelswaren wie Verschlüssen, Armaturen und Spezialbeschlägen.
- Medizin & Medizintechnik: Für die Produktion von Einweg-Diagnosekomponenten und Gehäusen für Handgeräte.
- Unterhaltungselektronik: Für interne Strukturkomponenten und Schutzgehäuse.
Die Wahl eines Mehrfachhohlraumansatzes ist ein bedeutender Schritt im Fertigungsprozess. Es erfordert ein tiefes Verständnis der Produktionsanforderungen und technischen Designbeschränkungen, um sicherzustellen, dass sich die Investition auszahlt. Für weitere Informationen zur Optimierung Ihres Produktionsablaufs besuchen Sie Livepoint Werkzeugbau.