По всему миру литье под давлением остается ведущим методом производства пластиковых компонентов благодаря своей выдающейся скорости, однородности и экономической эффективности. Этот процесс обслуживает разнообразные отрасли, включая автомобильную, медицинскую технику, аэрокосмическую промышленность и потребительскую электронику. В то время как одноформовые пресс-формы часто используются для прототипирования, переход к многоформовым системам является стратегическим шагом для организаций, стремящихся масштабировать производство и оптимизировать выпуск продукции.
Определение многоформового литья под давлением
Стандартный подход к литью предполагает конфигурацию с одной формой, где одна полость производит одну деталь за цикл. В отличие от этого, многоформовое литье использует специализированный инструмент, предназначенный для одновременного создания нескольких идентичных деталей за один впрыск.
Обычно эти инструменты настроены на производство двух, четырех, восьми или даже большего количества деталей одновременно. Хотя этот метод чаще всего ассоциируется с массовым производством больших объемов, он все чаще используется и для меньших партий, где критичны время выхода на рынок и однородность нескольких деталей.
Прежде чем принять решение о таком инструменте, проектировщикам следует оценить:
- Баланс между сложностью дизайна, целевыми объемами и бюджетом.
- Как конкретная геометрия детали определяет возможность многоформового расположения.
- Влияние на общий жизненный цикл разработки продукта.
Стратегические преимущества многоформовых систем
Решение перейти к многоформовому инструменту обычно обусловлено двумя факторами: удовлетворением высокого спроса и снижением стоимости за единицу продукции.
В то время как инженерные команды часто сосредотачиваются на проверке дизайна и функциональной производительности при низких объемах, команды закупок и операций уделяют большое внимание “цене за деталь”. Как правило, увеличенные первоначальные инвестиции в многоформовый инструмент приводят к значительно более низкой стоимости за деталь в течение всего проекта.
Однако большее количество полостей не всегда означает лучшую экономическую эффективность. Общая ценность зависит от нескольких переменных, включая сложность инструмента и объем производства. Поиск “точки пересечения” — момента, когда экономия на деталях превышает более высокие первоначальные затраты на инструмент — является ключом к успешной окупаемости инвестиций.
Геометрия и ограничения сложности
Не каждая деталь подходит для многоформового производства. Физическое расположение и геометрические особенности детали играют важную роль в определении жизнеспособности этого метода. Хотя стандартные принципы проектирования для литья под давлением остаются в силе, некоторые особенности требуют специализированного внимания.
Стратегии впуска материала
Впуск — это механизм, который позволяет расплавленной смоле попасть в полость формы, удерживая ее под давлением до затвердевания. В одноформовых пресс-формах проектировщики часто используют штифтовые или горячие впуски для управления сложной геометрией и минимизации “следа” — небольшого остатка пластика на входе.
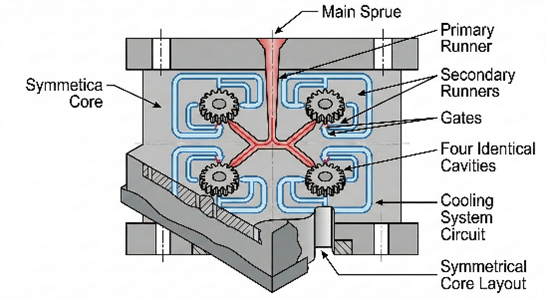
В многоформовых системах прямые варианты впуска часто ограничены. Вместо этого такие системы обычно используют систему литников или вкладок для равномерного распределения пластика по всем полостям. Это требует тщательного планирования для обеспечения сбалансированного потока и постоянного качества деталей по всей форме.
Механизмы и ручные вставки
Особенности, требующие боковых действий или ручного “вынимания” (например, металлические блоки, помещаемые в форму для создания внутренних вырезов), легко управляются в одноформовых инструментах. Однако эти ручные процессы становятся крайне неэффективными при масштабировании на многоформовый инструмент. Например, ручная загрузка вставок в форму с восемью полостями значительно увеличивает время цикла и затраты на труд. Если целью является массовое производство, эти ручные элементы дизайна следует по возможности исключить из детали.
Различие между семейными и многоформовыми инструментами
Важно различать многокамерные формы и “семейные” формы.
- Многокамерные формы: Имеют несколько одинаковых полостей для производства нескольких экземпляров точно такой же детали.
- Семейные формы: Содержат разные конструкции полостей в одном инструменте — например, корпус для левой и правой руки, которые предназначены для соединения друг с другом.
Семейные формы часто выбирают по соображениям экономии, но, как и многокамерные инструменты, их успех полностью зависит от того, имеют ли разные детали схожие геометрические формы и требования к смоле.

Практическое применение в различных отраслях
Многокамерное формование используется практически во всех основных производственных секторах:
- Автомобильная промышленность: Для массового производства крепежных элементов, компонентов внутренней отделки и разъемов.
- Строительство: Для производства товарных изделий, таких как крышки, фитинги и специализированная фурнитура.
- Медицина и медицинские технологии: Для производства одноразовых диагностических компонентов и корпусов портативных устройств.
- Потребительская электроника: Для внутренних конструктивных компонентов и защитных корпусов.
Выбор многокамерного подхода — важный этап в производственном процессе. Он требует глубокого понимания производственных требований и технических ограничений дизайна, чтобы инвестиции окупились. Для получения дополнительной информации об оптимизации вашего производственного процесса посетите Инструменты Livepoint.