À travers le monde, le moulage par injection reste une méthode de fabrication de premier plan pour les composants en plastique en raison de sa rapidité remarquable, de son uniformité et de son efficacité économique. Ce processus sert une large gamme de secteurs, notamment l'automobile, la technologie médicale, l'aérospatiale et l'électronique grand public. Bien que les moules à cavité unique soient souvent le point de départ pour le prototypage, la transition vers des systèmes à multi-cavités est une démarche stratégique pour les organisations visant à augmenter la production et optimiser le rendement.
Définition du moulage par injection à multi-cavités
L'approche standard du moulage implique une configuration de moule unique où une cavité produit une pièce par cycle. En revanche, le moulage à multi-cavités utilise un outil spécialisé conçu pour créer plusieurs pièces identiques simultanément en une seule injection.
Typiquement, ces outils sont configurés pour produire deux, quatre, huit pièces ou même plus à la fois. Bien que cette méthode soit le plus souvent associée à la production de masse à haut volume, elle est de plus en plus utilisée pour des séries à plus faible volume où le délai de mise sur le marché et la cohérence des pièces multiples sont critiques.
Avant de s'engager dans cette voie d'outillage, les concepteurs doivent évaluer :
- L'équilibre entre la complexité du design, les quantités cibles et le budget.
- Comment les géométries spécifiques des pièces dictent la faisabilité des configurations multi-cavités.
- L'impact sur le cycle de vie global du développement produit.
Les avantages stratégiques des systèmes multi-cavités
La décision de passer à un outillage multi-cavités est généralement motivée par deux facteurs : répondre à une forte demande et réduire le coût par unité individuelle.
Alors que les équipes d'ingénierie privilégient souvent la validation du design et la performance fonctionnelle à faible volume, les équipes d'approvisionnement et d'exploitation se concentrent fortement sur le “ prix par pièce ”. En général, un investissement initial accru dans un outil multi-cavités se traduit par un coût par pièce nettement inférieur sur la durée du projet.
Cependant, plus de cavités ne signifie pas automatiquement une meilleure rentabilité. La valeur totale dépend de plusieurs variables, y compris la complexité de l'outil et le volume de la production. Trouver le “ point de basculement ” — où les économies sur les pièces compensent le coût initial plus élevé de l'outil — est la clé d'un retour sur investissement réussi.
Contraintes de géométrie et de complexité
Tous les composants ne sont pas candidats à la production multi-cavités. La disposition physique de la pièce et ses complexités géométriques jouent un rôle majeur dans la détermination de la viabilité de cette méthode. Bien que les principes de conception standard pour le moulage par injection s'appliquent toujours, certaines caractéristiques nécessitent une attention spécialisée.
Stratégies de distribution (gating)
Le gating est le mécanisme qui permet à la résine fondue d'entrer dans la cavité du moule, la maintenant sous pression jusqu'à la solidification. Dans les moules à cavité unique, les concepteurs utilisent souvent des gates de type broche ou à pointe chaude pour gérer les géométries complexes et minimiser le “ vestige ” — le petit résidu de plastique laissé au point d'entrée.
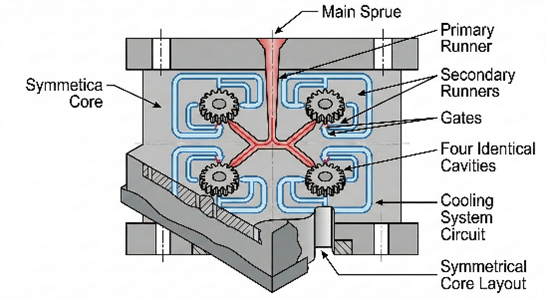
Dans les environnements multi-cavités, les options de gating direct sont souvent limitées. Ces systèmes reposent généralement sur un système de canaux ou de languettes pour distribuer le plastique uniformément à travers toutes les cavités. Cela nécessite une planification minutieuse pour assurer un flux équilibré et une qualité constante des pièces sur l'ensemble du moule.
Mécanismes et inserts manuels
Les caractéristiques nécessitant des actions latérales ou des “ extractions ” manuelles (comme des blocs métalliques placés dans le moule pour créer des découpes internes) sont facilement gérées dans les outils à cavité unique. Cependant, ces processus manuels deviennent très inefficaces lorsqu'ils sont étendus à un outil multi-cavités. Par exemple, le chargement manuel d'inserts dans un moule à huit cavités augmente considérablement les temps de cycle et les coûts de main-d'œuvre. Si la production à haut volume est l'objectif, ces éléments de conception manuels doivent être éliminés de la pièce autant que possible.
Différencier l'outillage familial et l'outillage multi-cavités
Il est important de distinguer entre les moules multi-cavités et les moules “ famille ”.
- Moules multi-cavités : Présentent plusieurs cavités identiques pour produire plusieurs exemplaires exactement identiques de la même pièce.
- Moules familiaux : Contiennent différents designs de cavités dans un seul outil — comme un boîtier gauche et un boîtier droit conçus pour s’emboîter.
Les moules famille sont souvent choisis pour des raisons d’économie, mais comme les outils multi-cavités, leur succès dépend entièrement de la similarité des géométries et des exigences en résine des différentes pièces.

Applications pratiques dans divers secteurs
L’outillage multi-cavités est utilisé dans presque tous les grands secteurs manufacturiers :
- Automobile : Pour la production en grande série de fixations, de composants de garniture intérieure et de connecteurs.
- Construction : Pour fabriquer des articles de base comme des fermetures, des raccords et des quincailleries spécialisées.
- Médical & Medtech : Pour la production de composants de diagnostic jetables et de boîtiers d’appareils portables.
- Électronique grand public : Pour les composants structurels internes et les boîtiers de protection.
Choisir une approche multi-cavités est une étape importante dans le processus de fabrication. Cela nécessite une compréhension approfondie des exigences de production et des contraintes techniques de conception pour garantir que l’investissement soit rentable. Pour plus d’informations sur l’optimisation de votre flux de production, visitez Outils Livepoint.